
"3.;*78.9>4+!*33*88**34=;.11*"3.;*78.9>4+!*33*88**34=;.11*
!!*33*88***8*&7(-&3)7*&9.;*!!*33*88***8*&7(-&3)7*&9.;*
=(-&3,*=(-&3,*
&89*78!-*8*8 7&):&9* (-441
425&7&9.;*3&1>8.84+&3&,*2*39((4:39.3, >89*2843425&7&9.;*3&1>8.84+&3&,*2*39((4:39.3, >89*2843
*&3251*2*39&9.43*&3251*2*39&9.43
&7:55:(-&2>&2&8&2>
"3.;*78.9>4+!*33*88**34=;.11*
4114<9-.8&3)&)).9.43&1<4708&9-995897&(*9*33*88***)::90%,7&)9-*8
&794+9-*3,.3**7.3,422438
*(422*3)*).9&9.43*(422*3)*).9&9.43
&2&8&2>&7:55:(-&2>425&7&9.;*3&1>8.84+&3&,*2*39((4:39.3, >89*2843*&3
251*2*39&9.43&89*78!-*8.8"3.;*78.9>4+!*33*88**
-995897&(*9*33*88***)::90%,7&)9-*8
!-.8!-*8.8.8'74:,-994>4:+47+7**&3)45*3&((*88'>9-*7&):&9* (-441&9!!*33*88***8*&7(-&3)
7*&9.;*=(-&3,*9-&8'**3&((*59*)+47.3(1:8.43.3&89*78!-*8*8'>&3&:9-47.?*)&)2.3.897&9474+!
!*33*88***8*&7(-&3)7*&9.;*=(-&3,*47247*.3+472&9.4351*&8*(439&(997&(*:90*):

!49-*7&):&9*4:3(.1
&28:'2.99.3,-*7*<.9-&9-*8.8<7.99*3'>&7:55:(-&2>&2&8&2>*39.91*)425&7&9.;*
3&1>8.84+&3&,*2*39((4:39.3, >89*2843*&3251*2*39&9.43-&;**=&2.3*)9-*
@3&1*1*(9743.((45>4+9-.89-*8.8+47+472&3)(439*39&3)7*(422*3)9-&9.9'*&((*59*).3
5&79.&1+:1@112*394+9-*7*6:.7*2*398+479-*)*,7**4+&89*74+ (.*3(*<.9-&2&/47.3
3):897.&13,.3**7.3,
:5> &<-3*>&/4774+*8847
$*-&;*7*&)9-.89-*8.8&3)7*(422*3).98&((*59&3(*
:0<43.2>43,***43,
((*59*)+479-*4:3(.1
&741>34),*8
#.(*74;489&3)*&34+9-*7&):&9* (-441
7.,.3&18.,3&9:7*8&7*43@1*<.9-4A(.&189:)*397*(47)8

To the Graduate Council:
I am submitting herewith a thesis written by Karuppuchamy Ramasamy entitled “A
Comparative Analysis of Management Accounting Systems on Lean Implementation”. I
have examined the final electronic copy of this thesis for form and content and
recommend that it be accepted in partial fulfillment of the requirements for the degree of
Master of Science, with a major in Industrial Engineering.
Rupy Sawhney
Major Professor
We have read this thesis
and recommend its acceptance:
Dukwon Kim
Myong-Kee Jeong
Accepted for the Council:
Anne Mayhew
Vice Chancellor and
Dean of Graduate Studies
(Original signatures are on file with official student records.)
A Comparative Analysis
of
Management Accounting Systems
on
Lean Implementation
A Thesis
Presented for the
Master of Science Degree
The University of Tennessee, Knoxville
Karuppuchamy Ramasamy
August 2005
ii
Acknowledgements
I would like to thank Dr. Rupy Sahwney for his continuous guidance, inspiration and
enthusiasm. In addition, I thank him for giving an opportunity to work with different
projects that implements the theoretical concepts into practical industrial engineering
applications in many companies. I would also like to thank my thesis committee Dr. Kim
and Dr. MK.Jeong for their continuous support and guidance to complete this thesis.
I am grateful to many people in the Department of Industrial Engineering who have
assisted me in the course of this work. I extend a very special thanks to my CPI team
members Aruna, Li and Kannan for their support to complete this thesis.
My parents have always encouraged and guided me to achieve higher levels in my life
and I am grateful to them.
iii
Abstract
The adoption of lean principles and practices has become widespread in many
industries since the early 1990’s. Companies are now beginning to realize that traditional
costing and accounting methods may conflict with lean initiatives they are implementing.
Consequently, important research questions are being raised. Which cost management
and accounting approach required for companies that adopt lean principles and practices?
The primary objective of this research is to asses the impact of different management
accounting systems on lean manufacturing as measured by performance metrics and to
investigate the development of management accounting strategy which will support lean
operations and will help to monitor the lean progress. Three management accounting
alternatives investigated in this study are traditional management accounting, activity
based costing and value stream costing. This study evaluates the overhead principles
associated with management accounting alternatives to identify real product cost that will
drive many business decisions. The financial measures commonly used are short-term
and long-term profitability.
iv
Table of Contents
Chapter I
Introduction-----------------------------------------------------
1
1.1 Introduction-------------------------------------------------------------------- 1
1.2 Problem Statement------------------------------------------------------------ 2
1.3 Background-------------------------------------------------------------------- 3
1.4 Problems with Traditional Costing and Accounting Methods---------- 7
1.5 Manufacturing Control System--------------------------------------------- 10
1.6 Operational Control – Performance Measures---------------------------- 11
1.7 Scope and Anticipated Results---------------------------------------------- 13
1.8 Aligning Cost Management and Accounting
Methods with Lean Thinking-------------------------------------15
1.9 A Management Accounting Profile that Supports
Manufacturing Excellence---------------------------------------- 15
1.10 Organization of the Thesis---------------------------------------------------16
Chapter II
Literature Review----------------------------------------------
18
2.1 Manufacturing Environment-------------------------------------------------18
2.2 Lean Manufacturing and Management Accounting Systems------------19
2.3 Management Accounting System Strategies-------------------------------23
2.3.1 Traditional Cost Accounting-----------------------------------------------23
2.3.2 Activity-Based Costing-----------------------------------------------------24
v
2.3.3 Value Stream Costing-------------------------------------------------------26
2.4 Literature Research-------------------------------------------------------------28
2.5 Conclusion for Literature Review--------------------------------------------35
Chapter III
Research Methodology----------------------------------------
36
3.1 Conceptual Design----------------------------------------------------------- 36
3.2 Experimental Setup----------------------------------------------------------- 36
3.3 Experimental Variables & Methodology---------------------------------- 38
3.4 Experimental Factors--------------------------------------------------------- 39
3.5 Manufacturing Control System (Lean Manufacturing) ----------------- 41
3.6 Management Accounting Alternatives---------------------------- -------- 42
3.6.1 Cost Structure--------------------------------------------------------------- 42
3.7 Cost Associated with Manufacturing Activities-------------------------- 44
3.8 Product Costing with Activity-Based Costing---------------------------- 45
3.9 Traditional Costing System-------------------------------------------------- 53
3.10 Lean Accounting (Value Stream Costing) --------------------------------56
3.11 Process Simulation------------------------------------------------------------ 61
3.12 Simulation Experimental Setup--------------------------------------------- 61
3.13 Number of Replications --------------------------------------------- --------- 62
3.14 Validation of Simulation Models-------------------------------------------- 65
vi
Chapter IV
Results------------------------------------------------------------
66
4.1 Presentation of Raw Data and Statistics----------------------------------- 66
4.2 Standard Absorption Costing------------------------------------------------ 68
4.3 Activity-Based Costing------------------------------------------------------- 70
4.4 Value Stream Costing (Lean Accounting) -------------------------------- 74
4.5 Performance Comparison between Management Accountings--------- 77
4.6 Pareto Chart of Overall Profit vs. Lot Size- ------------------------------ 81
4.7 Pareto Chart of Overall Profit vs. Changeover--------------------------- 82
4.8 Management Accounting Strategy during
Transition from Traditional to VSC-----------------------------83
Chapter V
Conclusion-------------------------------------------------------
86
5.1 Summary of Research-------------------------------------------------------- 86
5.2 Comparison to Previous Studies------------------------------------------- 88
5.3 Limitations/Scope of Current Study and Future Research-------------- 89
References---------------------------------------------------------------------------- 91
Vita------------------------------------------------------------------------------------101
vii
List of Tables
Table 1.1 Comparison of management accounting systems---------------------------- 6
Table 2.1 Features and functions comparison between
traditional environment and lean manufacturing----------------------- 20
Table 3.1 Life cycle costs of product and cumulative percentage---------------------- 43
Table 3.2 Overhead allocation methods for traditional and lean environment------- 44
Table 3.3 Management activities and type of cost allocation--------------------------- 46
Table 3.4 Overhead allocation using ABC------- ---------------------------------------- 50
Table 3.5 Overhead cost centers for traditional management accounting------------- 55
Table 3.6 Raw material cost and direct labor cost---------------------------------------- 59
Table 3.7 Selling price for individual products------------------------------------------- 59
Table 3.8 Forecast demand and product mix for different accountings--------------- 59
Table 3.9 Traditional standard costing-product cost---------------------------- -------- 60
Table 3.10 Activity based costing-product cost------------------------------------------ 60
Table 3.11 Lean accounting (value stream costing) – product cost------------------- 60
Table 3.12 Process time and distribution used for various work stations------------- 64
Table 4.1 Traditional standard costing---------------------------------------------------- 67
Table 4.2 Hypothesis results for standard costing--------------------------------------- 68
Table 4.3 Activity-based costing----------------------------------------------------------- 71
Table 4.4 Hypothesis results for activity-based costing--------------------------------- 72
Table 4.5 Hypothesis results for value stream costing---------------------------------- 74
Table 4.6 Lean accounting (value stream costing) -------------------------------------- 75
viii
Table 4.7 Total net income across management accountings-------------------------- 77
Table 4.8 Overall mean net incomes across different input factors-------------------- 78
Table 4.9 Comparison of overall mean and ranking------------------------------------- 80
ix
List of Figures
Fig 1 Revolution of management accounting-----------------------------------------------5
Fig 2 Performance measures of JIT---------------------------------------------------------13
Fig 3 The link between management accounting and market value------------------- 15
Fig 4 Traditional standard costing---------------------------------------------------------- 24
Fig 5 Activity-based costing---------------------------------------------------------------- 25
Fig 6 Value stream costing------------------------------------------------------------------ 27
Fig 7 The information and material flow in a typical value stream-------------------- 28
Fig 8 Research approach--------------------------------------------------------------------- 37
Fig 9 Components of lead time------------------------------------------------------------- 38
Fig 10 Experimental setup------------------------------ ------------------------------------39
Fig 11 Activity-based overhead cost tracing--------------------------------------------- 47
Fig 12 Overhead cost allocation based on traditional costing-------------------------- 54
Fig 13 Overhead cost allocation based on value stream costing----------------------- 57
Fig 14 Schematic diagram of simulation model------------ ----------------------------- 63
Fig 15 Profile graph for traditional standard costing----------------------------------- 69
Fig 16 Profile graph for activity-based costing------------------------------------------- 72
Fig 17 Profile graph for value stream costing-------------------------------------------- 76
Fig 18 Mean net income of management accounting across lot size------------------ 78
Fig 19 Mean net income of management accounting across changeover------------ 78
Fig 20 One way analysis of total profit by management accountings---------------- 79
Fig 21 Profile graph for overall profit across all input variables---------------------- 80
x
Fig 22 Pareto chart for lot size------------------------------------------------------------- 82
Fig 23 Pareto chart for changeover-------------------------------------------------------- 83
1
Chapter I
Introduction
This introductory chapter begins with role of management accounting systems in
manufacturing firms. It then proceeds to state the problem statement that outlines the
objective of this research. Further this chapter provides a brief description on different
costing methods, which is widely used to enrich decision-making processes. It talks about
the need for improved performance measurers that will help to transfer the shop floor
movements to the management level. The chapter concludes with a bird’s eye view of the
organization of this thesis in the subsequent chapters.
1.1 Introduction
Increasing global competitiveness worldwide has forced manufacturing
organizations to produce high-quality products more quickly and at a competitive cost. In
order to reach these goals, today’s manufacturing organizations are required to compete
with modern manufacturing paradigms such as lean manufacturing, six-sigma and supply
chain management. It is not realistic to obtain all the advantages of theses new production
paradigms such as automation, flexibility, quality and throughput without management
accounting systems that supports and sustain the new production paradigm.
In the new manufacturing environment, companies attempt to become customer
focused and concentrate on quality products at competitive prices. The recent article
study states that the most manufacturers at their facilities are not structured to meet
customer demands, and there are many roadblocks that make the transition difficult [8].
One of the most important but least understood of these roadblocks is current
management systems. These management accounting systems do not provide adequate
information to companies to manage a production transition. Under these circumstances,
many firms are interested in determining and designing management accounting systems
that assist to align the customer demands with manufacturing based improvements.
2
Various management accounting cost systems are used to provide an increased accuracy
about product costs, overhead allocation, product-mix and pricing and other investment
decision-makings. Johnson and Kaplan, who introduced the ABC-accounting, have
highlighted the fact that management accounting systems are used for three main
purposes: external reporting, operational control and product costing. Accounting is
generally classified into Financial Accounting and Management Accounting. The
Financial Accounting helps to prepare external reporting and management accounting
plays an important role in operational control and product costing. Management
accounting information systems should collect data related to performance metrics,
classifies the data, and report information to managers for the purposes of planning,
control and evaluation of production activities [16]. Planning is basically the process of
deciding about the goals of an organization as well as the means to attain those goals
[32]. Control refers to the process of influencing the behavior of people to increase the
probability that people will behave in ways that lead to the attainment of organizational
objectives [21]. It includes pricing, budgeting, performance measurement, integration
with financial accounts and investment analysis. It consists of all the information that is
officially gathered to assess the performance of the company and to guide future actions
[1].
1.2 Problem Statement
The most important contribution is to show the impact of management accounting
on lean implementation to regain the competitive advantages of firm’s short term as well
as long-term performance. Poor accounting systems by themselves will not lead to
organizational failure. Nor will excellent management accountings assure success.
However, management accounting systems must be viewed as an integral part of
implementing lean [52]. The result of this study will help the managers to identify an
appropriate management accounting alternative to sustain lean manufacturing.
3
The purpose of this study is to compare various management accounting systems
in terms of the alignment of each system to the implementation of lean concepts. This
study will compare three different management accountings, which are traditional
standard costing; Activity-based costing and Value stream-costing under lean
manufacturing environment.
Assess the impact of different management accounting systems under lean
manufacturing environment.
Investigate the overhead cost allocation of different management accountings
under lean environment on a product.
Check whether the management accounting alternatives has significant
contribution.
Identify the management accounting, which will support lean operations and
will help to monitor the lean progress.
Most researchers agree that activity based costing provides more accurate product
cost information than any other management accounting system. Most accounting
managers assume that this accurate product costs will help to make quality decisions on
various issues. This assumption is made with out examining the other non-financial
operational parameters like small batch size, resource utilization, on-time delivery, and
inventory turn over. Moreover manufacturing environments will also play an important
role in many decision making process. According to traditional accounting, the inventory
is an asset for the company and it will encourage maximizing the inventory. In contrast
modern management accounting says building an inventory is a non-value added activity.
1.3 Background
In traditionally, the costs of direct labor and materials, the most important
production factors, could be traced easily to individual products. Relatively little attention
is given to reporting and controlling overhead cost and material cost. The major portion
of the product cost is overhead cost. Traditional costing computes the product cost based
4
on direct labor, direct material and overhead allocation. This overhead allocation is based
on the percentage of direct labor usage for each product. In activity based costing, this
overhead cost allocation is traced based on activity level and resource usage of each
activity. On the other hand, value stream costing traces the overhead cost based on
product family that consumes the resources in the whole value stream.
The survey conducted by the researcher shows that majority of firms operating in
an advanced manufacturing environment still recover overheads on a direct labor basis
[2]. Consequently, management attention is directed to reducing direct labor by trivial
amounts. To reduce their allocated costs, managers are motivated to reduce direct labor,
since this is the basis by which all other costs are attached to cost centers and their
products. This process overstates the importance of direct labor and directs attention
away from controlling escalating overhead costs. A distortion from allocating the
relatively small amount of factory and corporate overhead by burden rates on direct labor
was minor. Some experiences reveal that the distortion in reported product costs and, in
turn, product pricing could be reduced by using activity-based costing (ABC). In
traditional cost accounting methods, most companies have produced a narrow range of
products. Applying the same methods for a wide range of products with low volume
products will lead to distorted cost information. Accurate cost information; such as the
production costs and other value-added activities are very important since they are used
as a decision base for management and control purposes, from production to marketing.
Modern costing methods aim not only to allocate overhead costs accurately, but also
identify the areas of waste. It considers that purchasing, receiving, setting up and running
a machine consume resources, and products consume activities. These activities trigger
the consumption of resources that are recorded as costs in the accounts. Cost management
is not confined to cost reduction, but covers enterprise wide activities across different
departments aimed at improving overall profitability performance. This involves target
costing, capital investment planning, cost maintenance and cost improvement (kaizen
costing). The new ways of thinking at Toyota that originated in the production operation

5
1850 1900 1950 2000
Figure 1 Revolution of management accounting
Source: Adopted from “the complete guide to Activity-Based Costing” O’Guin, M.C.,1991, Prentice Hall.
ended up having implications for capital planning, performance metrics, and many other
aspects of the enterprise. For most of this century, traditional costing has been the most
popular cost accounting technique for establishing and measuring the various elemental
costs within a function or department [62]. One of the major differences among three
management accounting systems (TA, ABC, and VSC) is overhead allocation.
The figure 1 illustrates the inceptions of various management accounting systems
over many decades. Each accounting system follows different allocation or tracing the
various costs that incurred during the different manufacturing stages. Table 1.1 compares
the three different management accounting from research point of view. The typical
management accounting can be evaluated based on the following criteria.
Rapid feedback, sensitivity to profit contribution of various activities and
products.
Flexible and migratory measurement systems.
First cost
accounting
system in textile
Replacement
accounting in
railroads
Production cost
reporting in
carnegie steel
Large
manufacturing
enterprises form
Development of
work Standards
Standard cost
system
Depreciation
develo
p
ed
Labor-based cost
systems widely
adopted
Product lines
proliferate
Process controls
introduced
TOC
MRP&MRP II
JIT
Lean
accounting
6
Table 1.1 Comparison of management accounting systems [62]
Characteristics Traditional costing Activity-based costing Value stream costing
Time of introduction. 1900s 1970s 2000s
Type of production
Mass production that has
volume related overhead
Any type of production Mixed model production
Variety of products
Homogeneous and limited
variety
Homogeneous and heterogeneous
Heterogeneous and high
variety
Automation/Technology
usage
Low and limited Low to high High
Overhead Allocation Usually volume related Based on activity usage Based on Value stream
Costs included in product
cost computation (the
difference between cost
and selling price is the
profit used in product mix
algorithm)
Direct material
Direct labor
Factory overhead (both
variable and fixed)
Direct material
Direct labor
Factory overhead (both variable
and fixed) sales, general and
administration
Direct material
Total value stream labor
Value stream overhead (both
variable and fixed) sales,
general and administration
The purpose of report is to
show how much the budgeted
overhead has been allocated
as a result of the actual
production within the plant.
Overhead costs charged to cost
objects and identifies capacity
wastage
Overhead directly charged to
product family and it creates
capacity to introduce new
products
7
Holistic product costing and control measures
Identification, measurement and elimination of non-value added costs
Focus on variance reduction in critical areas
Reclassification of costs based on assignability and value adding characteristics
Enhanced traceability of costs to specific products and processes to decrease
allocations and their distortions.
1.4 Problems with Traditional Costing and Accounting Methods
Adopting a lean approach promises significant improvements in productivity,
quality and delivery, resulting ultimately in substantial cost savings. However, although
many companies across a range of industrial sectors have introduced lean working
practices, lean initiatives are often not underpinned by appropriate and rigorous cost
management and accounting methods. Many authors have identified the limitations of
traditional costing and accounting methods. The more common criticisms of standard
cost include: too much focus on direct labor efficiency; concentrations on cost rather than
other competitive factors such as quality or delivery; variances too aggregate and often
too late to provide meaningful information; failure to encourage short-term expenditures
on such factors as product quality or process flexibility that have a long-term return; and
distortion of product costs [67] [52] [37] [35] [45] [8]. Despite these criticisms, standard
cost systems continue to be the most common accounting system used today [34].
Kaplan [52] argues that cost systems have been designed primarily to satisfy the
financial accounting requirements for inventory valuation and as a result, are not
appropriate for performance measurement, operational control or product costing
purposes. In addition he states that a good product cost system should produce product
cost estimates that incorporate expenses incurred in relation to that product across the
organization’s entire value chain. He claims that standard product costs usually bear no
relation to the total resources consumed by a product. This is due to the fact overheads
are allocated, often on the basis of direct labor hours, and as a result can cause distortions
8
to product costs. As overheads need not be casually related to the demands of individual
products to satisfy financial accounting requirements, many companies continue to use
direct labor as a basis for allocating overheads even though it may account for less than
10% of total manufacturing costs. Cooper [26] and maskell [68] also argue that distortion
of product costs, as result of inappropriate allocation of overheads, can lead managers to
choose a losing competitive strategy by de-emphasizing and over-pricing products that
are highly profitable and by expanding commitments to complex, unprofitable lines.
In addition to product costing, standard costing has also been used for internal
decision-making process and operational control purposes. This costing emphasizes
maximum utilization for resources (machine, human) in order to minimize the total cost
of the product and this encourage the non-lean behaviors. These non-lean behaviors
include the manufacture of over production, large batch sizes and holding huge inventory
levels to show the balance sheets. Kaplan [25] supports this view and also suggests that
cost accounting calculations such as the allocation of overheads or variance analysis
should no form part of the company’s operational control system because they obscure
the information that cost center managers need to operate effectively. As a result,
traditional costing and accounting approaches are believed to be a major impediment to
lean manufacturing [69] [1]. However, accounting is an integral part of all manufacturing
operations and control system and should be able to provide adequate information to
make managerial decisions. In order to support the above mentioned, it should include
non-financial operational metrics. Consequently, there are calls for a new costing and
accounting approach to support lean manufacturing [8] [99]. There is, no clear consensus
as to what constitutes appropriate costing and accounting methods for lean
manufacturers.
Activity-based Costing (ABC) was developed as a direct response to the problems
that can arise as a result of the allocation of overhead on the basis of direct labor. Its main
objective is to provide improved product cost information, using appropriate cost drivers
as the basis for overhead allocation [25] [26]. However, some advocates of lean
9
manufacturing do not accept that ABC provides the solution to the problems caused by
standard costing, believing that “in reality it’s just another method of allocating
overhead” [99]. The researcher wrote, “ After 15 years of studying productivity
problems in dozens of companies, I have concluded that in most companies at any given
moment, employees are working on the wrong task… the real problem is that workers
think that they are working on the right task… traditional measures create this problem.”
Performance measures are the key element in determining whether or not an
improvement effort will succeed. The reason is simple: the actions of individuals in
manufacturing are driven by the measures used to evaluate performance. If traditional
performance measures conflict with improvement ideas and them often do the measures
inevitably will inhibit improvement?
According to a survey conducted by national association of accountants (NAA)
and computer-aided manufacturing-International (CAM-I), 60 percent of all the
executives polled expressed dissatisfaction with their firms’ performance measurement
systems, while 80 percent of the executives in the electronic industry were dissatisfied.
A traditional cost-based performance measures have numerous shortcomings. Among the
shortcomings, measures [76].
Do not adequately trace costs of products, processes, activities, etc
Do not adequate isolate non-value activities
Do not penalize over-production
Do not adequately identify the cost of quality
Do not adequately evaluate the importance of non-financial measures based on
quality, customer service, flexibility and throughput etc.
Do not support the justification for investment in the program to improve non-
financial measures.
Focus on controlling processes in isolation rather than as a whole system and
often conflict with strategic goals and objectives.
10
Making decisions based solely upon resource usage (ABC) is also problematic
because there is no guarantee that the spending to supply resources will be aligned with
the new levels of resources demanded in the near future. Consequently, before making
decisions based on an ABC model, managers should analyze the resource supply
implications of such decisions.
Fry [35], who ran a study in an automotive supplier plant that was working on
reducing its operating inventories, further supported this argument. He wrote: Despite
some of the more publicized success stories such as Harley Davidson, there are an equal
or greater number of companies who have been unable to reduce their operating
inventories. The reasons for these failures are numerous. In particular, many U.S.
manufacturers have failed to successfully reduce inventories due to lack of an appropriate
performance measurement system. Many U.S. manufacturers are plagued by an
overemphasis on traditional cost-based performance measurement systems that stress the
maximization of resource utilizations, in particular, direct labor utilization. Given that
many U.S. companies employ a standard cost-accounting system, production managers
often focus their attention on controlling standard costs, often at the expense of customer
delivery and product quality. In addition, given that standard cost systems normally rely
on direct labor as the basis for allocating overhead expenses, operations managers are
acutely aware of direct labor efficiencies and direct labor variances [35].
1.5 Manufacturing Control System
Manufacturing control system plays an important role in maximizing the
performance of an enterprise. Productivity is a composite measure of everyone’s work in
the production facility. Traditional and lean manufacturing environments account this
productivity in different ways. A rigid mass production system leads to a highly
structured, centralized and inflexible command and control management system. There is
a substantial difference between traditional and lean manufacturing systems in employee
management, plant layout, material and information flow systems and production
scheduling/control methods. These differences make it difficult for organizations that
11
have historically relied on traditional manufacturing methods to predict the magnitude of
the benefits to be achieved by implementing lean principles in their unique
circumstances. For example in a traditional manufacturing environment work orders
serve as the primary documentary for driving production schedules and tracking costs.
Costs attach at various workstations and processes as products move through the factory.
But work orders are not needed in a lean environment because production takes place in a
department or workstation only if the units produced are required by the next
workstation. Small lot sizes make it impractical to attach work orders to individual. There
is no clear understanding of which costing method supports lean operations. Different
manufacturers have implemented various cost accounting systems including back-flush
costing, process costing, ABC, standard costing and value stream costing.
1.6 Operational Control – Performance Measures
Performance measures in the mass production environment primarily reflect
departmental and individual outputs, not process performance. Traditional measures
generally focused on outputs, not inputs or throughputs. On the other hand, Lean
manufacturing is an organizational philosophy, which helps to identify and eliminate
non-value added activities in manufacturing as well as non-manufacturing environments
in order to maximize organizational performance. Lean performance measurement begins
with deploying lean business policies and strategies, identify the process owners,
complete lean value-added process analysis by utilizing lean standardize/do/check/act
(SDCA), and then plan/do/check/act (PDCA) of continual improvement. This could be
achievable by identifying improved performance measures. Performance measures
provide the critical link between strategy and execution by providing a mechanism to
evaluate and communicate performance against expected results. Management
accounting system should convert this performance measures into cost information,
which allows the managers to quantify the cost of the resources consumed in executing
organizations strategies. The case study of Harris [41] on companies that were moving
toward JIT, observed that the companies modified their product costing system to meet
the JIT environment. Other authors, such as Holbrook [43], and Maskell [67] also argued
12
that the traditional cost accounting measures, especially the ones used to gauge shop floor
performance, may lead to decisions that are conflicting to the goal of JIT. Johnson [51]
assert that traditional cost accounting tends to impair JIT implementation. This is because
the features of cost accounting measures rely on standards, emphasize on variances and
efficiencies and preoccupy with direct labor. They further added, In a JIT environment,
any system for measuring performance must be designed to reflect the new production
philosophy. Such a system should be capable of measuring and reporting progress toward
total quality control, reducing inventory levels, faster setup times, reduced lead time and
new product launch times. Equally important would be measures indicating improvement
in on-time deliveries, floor space utilization and quality yield… such a system may
require the elimination of some traditional short-term financial measures and include
some new, more relevant non-financial measures of performance. [51].
Lummus and Duclos [2] go a step farther by arguing that a company should not
claim itself a complete JIT company if it continues to use traditional methods of
measuring efficiency and productivity. “Companies may claim to be practicing JIT but
continue to use employee efficiency measures as indicators of performance. If these are
the measurements reported, then the firm has not completely converted to the JIT
philosophy.”[2].
Some articles suggest specific performance measures to support individual
elements of JIT. Dhavale [30] suggests performance measures for cellular manufacturing
and focused factory system convey (1994) a performance measurement system in cross-
functional teams. On the other hand, Hendricks [42] and Mc Nair [71] suggested a new
performance measures that support a whole JIT system. In general, these authors suggest
the performance measures be linked to a company’s critical success factors, strategies,
objectives and corporate mission. Hendricks [42] also offered the hierarchical
performance measure attributes that are different at every level of the organizational
hierarchy. At lower levels of the organization hierarchy, performance should be measured

13
Figure 2 Performance measures of JIT [42]
more frequently, and specifically with more emphasis placed on operational measures
and less emphasis on financial measures.
The figure 2 illustrates the importance of performance measure from
manufacturing cell level to company in a lean manufacturing environment. The
performance measures play a vital role in deciding bench mark and future state map.
Further, good performance measure will drive for continuous improvement to achieve the
desired state.
1.7 Scope and Anticipated Results
This study is an initial effort to evaluate the impact of management accounting
alternatives, product flow, overhead allocation in lean manufacturing principles on shop
floor performance under a given experiment setup. The management accounting
performance is calculated based on the net income produced by a given product mix. This
net income varies based on the selected lean principle. Further analysis of the results
identifies the suitable management accounting for lean manufacturing. Although it
14
provides number of interesting results, it is important to recognize that this study
considers only limited variety of product routing and demand forecasting in a constrained
capacity lean environment, so the results are not readily generalizable. It is also well
known that the results of simulation study are only descriptive and should be interpreted
with caution. However, the use of simulation modeling makes it possible to predict the
behavior of different variable and it may provide insight and directions for future
research. As mentioned earlier, only a limited variety of variables taken into
consideration while assigning overhead cost to different products based on management
accounting principles in order to avoid more complications. For example it has not
considered the product complexity and structure for different bill of materials, work in
process inventory is considered to be very low because of pull system setup. This overall
experiment results are more suitable for high overhead content with low direct labor.
Different industries may have different cost structures or centers to capture the real
overhead cost that may have different impact on performance measures and selection of
management accounting alternatives. For example this study may not be suitable for
service industries because it has high labor content and less overhead cost. Further the
experiments should be conducted for a wide variety of manufacturing environments.
Many industries may not implement lean manufacturing principles and focused factory
arrangements, so the research has to be conducted on other manufacturing environments.
Another limitation of this study is that it assumes that all defective parts or poor quality
parts do not have to be reworked and will be considered as scrap. In the real
manufacturing environment, parts may be reworked and converted to good products at
lower cost than producing new product to equalize the delivery quantity. There is a
possibility that in real manufacturing environments, some unexpected delay may increase
the cycle time or lead time, all of which cannot be captured using simulation model but it
considers variation in processing time, changeover time, material handling variability and
machine down time variability. However, the model does not consider the manufacturing
cell which stops because of quality problem and other unknown downtimes.

15
The link between Management Accounting and Market value
Adapted from Ward and Patel (1990)
Figure 3 The link between management accounting and market value
1.8 Aligning Cost Management and Accounting Methods with Lean Thinking
The figure 3 indicates the importance of management accounting system in any
business environment. This management accounting should provide the flexibility to deal
with complex overhead cost base; include market profitability information and other non-
financial performance measures in order to supply adequate information to make business
decisions.
1.9 A Management Accounting Profile that Supports Manufacturing Excellence
Maskell [69] [68] and Jenson have made considerable contribution to align the
costing strategy with manufacturing excellence. Case study research across a number of
industrial sectors has enabled researchers to develop a profile of companies that
The business’s
activities
Management
Accounting
Product/service
customer
and
market
profitability
information
Financial and
non-financial
performance
measures
Investment
Decisions
Operating
Decisions
Profit and
cash flow
Efficient
market
Hypothesis
Market
value
Objective
of the firm
Attributes/Characteristics
More equitable allocation of overheads
Ability to deal with complex cost base
Ability to integrate non-accounting aspects
A control device
16
successfully align accounting systems with lean principles. Jenson found that
management accounting systems should be adapted to support manufacturing excellence
to demonstrate the following characteristics: [69]
Integrate the business and manufacturing cultures
Recognize lean manufacturing and its effect on management accounting
measurements
Emphasize continuous accounting improvement
Strive to eliminate accounting waste
Encourage a pro-active management accounting culture.
1.10 Organization of the Thesis
This chapter briefly introduces the role of management accounting systems in
lean implementation. It then proceeds to state the objective of this research. Further this
chapter addresses the problems associated with each management accounting systems in
lean environment, scope of this study and anticipated results. The first part of second
chapter compares the difference between traditional manufacturing principles with lean
manufacturing principles. It then proceeds to state the different overhead principles
associated with different management accounting systems. In addition, it discuses the
literature review. The third chapter begins with the research methodology. It consists of
sections on experimental setup, process simulation, management accounting systems and
performance measurement. Experimental setup lists the experiment variable and
background variables used in this study. Process simulation explains the construction of
simulation model and assumptions associated with that system. Management accounting
system illustrates the overhead cost allocation under each accounting and calculates the
product cost. The product cost is used to identify the individual contribution margin of
products and will thus drive product-mix decisions under each management accounting
system. The performance measure module captures the simulation output based on given
product-mix for each management accounting system. The fourth chapter discusses the
results of each management accounting system performance for different input variables.
17
It then checks the statistical significance of net income and compares the overall view
across the experimental variables, and finally, ranks the accounting system using
statistical test and benefit cost ratio. The fifth chapter summarizes the result, compares
with previous study results and future research direction.
18
Chapter II
Literature Review
In recent years, the remarkable success stories of Japanese understanding of
production planning and control systems introduced a new paradigm to production
research literature. The so-called just in time (JIT) system organizes the production such
that materials arrive just as they are needed in relatively small batches through an
attached ‘Kanban’, which identifies a standard quantity of transfer batch or size of a
container. JIT has been widely accepted and gained remarkable attention among
researchers as well as practitioners [10] [47]. Further, they suggest the contribution
margin per unit for the bottleneck capacity should be calculated for every product to
determine the optimal production schedule for utilizing bottleneck capacity. The
management cost accounting should provide adequate information in order to achieve the
above-mentioned goals. Adopting a Lean manufacturing system has a significant effect
on the nature of cost management accounting system. This system affects the traceability
of costs, enhances product-costing accuracy, diminishes the need for allocation of
service-center costs, changes the behavior and relative importance of direct labor costs,
impacts job-order and process costing systems, decrease the reliance on standards and
variance analysis, and decreases the importance of inventory tracking systems [40].
2.1 Manufacturing Environment
The organization culture plays a major role in lean manufacturing environment.
The following table compares the different features and functions between traditional
manufacturing and lean manufacturing environment. The major features that changes
organizations are process and facilities, planning and control, product development and
financial control. Mass production systems incorporate management decision and
information support processes that operate within departmental boundaries, not as cross-
functional and cross-enterprise processes across departmental and company boundaries.
This cross-functional requiring lean improvement in most mass production environments
19
include total quality management, maintenance, new product introduction and other
engineering activities. These cross-functional and cross-enterprise processes are a key to
sustain lean implementation [19]. The table 2.1 illustrates the difference between mass
production and lean manufacturing. Each face of the organization has changed in lean
environment for example; the process and facilities in traditional environment operate
with high inventory in warehouse or distribution center to manage the market
fluctuations. The manufacturing process seems less flexible to handle the demand
variation is the primary reason for the above mentioned problem. But lean environment
handles this situation by addressing the root cause of the problem. The manufacturing
process should include flexible work centers with quick changeover and mixed model
production scheduling in order to handle the demand variation. The changes in the basic
process centers will lead to reduction in work in process inventory and warehouse space.
Financially, this improvement will have a major reduction in working capital for the
company. In addition, the manufacturing environment is updated but the management
accounting system has followed the traditional way. Many lean implementation team has
least understood that management accounting system needs improvement along with
manufacturing environment. This management accounting system acts as a bridge in
terms of transferring lean improvements from shop floor to higher level. The problems
with traditional management accounting system are already discussed in chapter I.
2.2 Lean Manufacturing and Management Accounting Systems
Lean manufacturing has its roots in the automotive industry [99]. A global study
of the performance of automotive assembly plants during the 1980’s resulted in the
widespread adoption of lean practices in a variety of industries [99] [42]. The application
of lean ideas to a range of industrial sectors enabled Womack and Jones [99] to derive
five generic, over-arching lean principles. These principles are:
Precisely specify customer value by product or family: A key principle of lean
manufacturing is that the customer defines value. Value is viewed “in terms of

20
Table 2.1 Features and functions comparison between traditional environment and lean manufacturing [71]
Features& functions Manufacturing Environment –Traditional Manufacturing Environment- Lean
Process & Facilities Many discrete machines
Multiple setups
Large warehouses
Large WIP areas
Flexible machine centers
Zero setup
No warehouses
Drastic decline in space required
Planning and control Constant demand fluctuation
Infinite rescheduling of requirements
Constant engineering change
Weekly planning
Long lead times
Large lot sizes
Vendor difficulties
Demand stabilization
Minimum rescheduling
Zero change
Hourly planning
Zero lead times
Lot size of 1
Vendor synergies
Product design Life cycle declining
Constant engineering change
Many complex components
Quality improvement over cycle
Infinite options
Life cycle much shorter
Little or no engineering change
Few complex components
100% quality at first time
Limited options
Financial control Labor efficiency
Little emphasis on investment
Shop orientation
Focus on variable cost
Overhead spreading
Cost measurement
Product profitability full stream
Investment intensive
Product cost as incurred
Minimum variable cost beyond
material
Zero direct labor
Cost, flexibility, dependability and
quality measures
Organization Functional interfaces
Long lead times
Hierarchical
Product teams
Flexible and rapid decision
making
Fewer levels
21
specific products with specific capabilities offered at specific prices through a
dialogue with specific customers” [99]
Identify the value stream for each product: The value stream is defined as “ the
set of all specific actions required to bring a specific product through the three
critical management tasks of any business: the problem-solving task running from
concept through detailed design and engineering to production launch, the
information management task running from order-taking through detailed
scheduling to delivery, and the physical transformation task proceeding from raw
materials to a finished product in the hands of the customer” [99].
Make value flow without interruption: Once any obviously wasteful steps are
eliminated, the remaining value-creating steps need to be organized in such a way
that they flow. This involves a move away from the traditional functional or
departmental organization towards a holistic, customer-focused organization, laid
out along value stream-lines. Lean manufacturers usually adopt cellular
manufacturing, where each cell contains all the resources required to produce a
specific product or where a series of cell is organized to produce a specific
product. In order to enable products to flow smoothly through the factory to
customer, batch production is rejected in favor of singly-piece or continuous flow.
The emphasis moves away from the efficiency of individual machines and people
to the effectiveness of the whole value stream.
Let customer pull value from process owner: When the value-creating steps are
organized to flow, the customer can pull the value through the system. Traditional
production methods tend to push products through the system in the hope that a
customer will buy them once produced. In a pull environment, no work is
completed until required by the next downstream process.
Pursue perfection: As companies widely adopt lean practices, it becomes clear
that improvement is on-going process. Initiatives to reduce effort, time, space and
cost can be conducted continuously. As a result, lean manufacturers adopt a
continuous improvement philosophy.
22
The lean transformational principles presented here are an adaptation of those presented
by Womack and Jones in the follow-up to “The Machine That Changed the World”, the
1996 publication Lean Thinking: Banish Waste and Create in your corporation (Simon &
Schuster, New York, pp 15-26).
Many of the companies that attempt to implement lean experience difficulties and/or
are not able to achieve the anticipated benefits. One of the barriers to successful
implementation is management accounting system. The company fails to improve
performance measures in financial statements. By not communicating in the same
language as management, the department or function implementing lean doesn’t get the
support needed to continue the efforts. However, the traditional management accounting
system does not translate the lean improvements from shop floor level to management
level. A review of the current literature on the inadequacies of the traditional MAS
reveals that several aspects of the new manufacturing environment have the most far-
reaching implications for its change [71].
The relationships between “direct” and “variable” costs as well as “indirect” and
“fixed” costs are becoming blurred.
The focus has turned from a preoccupation with variance and standard costs to
source of costs (eg.. drivers).
Increased recognition of the interdependence between cost and performance
among organizational subunits has negated the traditional focus on organization
cost control.
Change in manufacturing process has shifted a significant portion of product cost
from traditional direct cost to indirect, resulting in high burden rates with distort
true product costs.
New information gathering devices and techniques have made cost traceability
possible on a more detailed level.
Compression of the life cycle has shortened the period available for recovery of
development costs, necessitating efficient and effective production techniques
from inception.
23
Recognition of the cost of inventory is placing new emphasis on measuring and
reducing cycle time.
Focus on eliminating waste is leading to increased demand for value added measurements
of performance. Many cost accounting systems divide the overhead apportionment
calculations into fixed and variable elements and allocate a little of the fixed costs to each
production job and allocate the variable costs in the traditional manner. The key issue is
that overheads are such a large amount of the total product cost that it is important to
analyze these overhead costs and develop for applying them as direct costs.
2.3 Management Accounting System Strategies
2.3.1 Traditional Cost Accounting
Traditional cost accounting system has been widely used by many industries to
measure the organization performance internally as well as report the financial
accounting to management and shareholders. This costing computes the product cost
based on direct labor, direct material and overhead allocation. This overhead allocation is
based on the percentage of direct labor usage. The figure 4 illustrates traditional cost
allocations stages in graphically. The traditional costing is summarized as follows.
Assigning all manufacturing overheads to production and service cost centers /
departments.
Reallocating the costs assigned to service cost centers to production cost centers /
departments.
Computing separate overhead rates for each production cost centre/department.
Assigning cost centre overheads to products or other chosen cost objects.
Traditional Costing is still favourite because of the following reason:
Simplicity of traditional costing over the complexity of modern costing (ABC)
Internal organisational problems such as resistance
Problems associated with implementation such as finding out cost drivers,
identify activities and lack of resources.
Lack of top management support for ABC.

24
Figure 4 Traditional standard costing
2.3.2 Activity-Based Costing
Activity-based costing is a measure of cost drivers based on resource usage by each
activity. It comprises a different, more logical approach to determine the product costs. It
emphasizes the need to obtain a better understanding of cost behavior and it divides
overhead costs into various process activities. A process could be described as logical
series of activities, which can be linked together to produce reasonably homogeneous
output. The figure 5 shows the link between cost drivers and activity drivers to trace the
overhead costs associated with the resource and work station.
Cost drivers are the casual factors that cause costs of an activity to change
Resource driver describes the relationship between cost element and the activity
Cost elements are traced to activities through the resource driver.
The steps behind Activity based costing is as follows:
Identify the major activities that take place in an organization:
Assigning costs to activity cost centre
Selecting appropriate cost drivers (ex. Transaction drivers, duration drivers)

25
Figure 5 Activity-based costing.
Assigning the cost of the activities to products:
The cost driver measure must be capable of association with specific products.
Cost driver rate must be predetermined based on estimated level of activity cost
and cost driver volumes for the current period.
Activity based costing system maintains and processes financial and operating
data on a firm’s resources, activities, cost objects, cost drivers and activity
performance measures.
Although Activity based costing has many advantages over traditional standard costing.
By comparing the success rate and failure rate of ABC, the success rate for ABC
implementation is low. Research survey (2003) conducted by Narcyz Roztoci and Sally
M. Schultz [75] showed that ABC had been “implemented” by only about 21% of
responding organization. The project success rate is low because of the following
reasons.
The project was launched from finance, not pulled through from operations.
Cost accounting is outside most everyone’s comfort zones.
26
It competes with the official regulatory accounting system as a parallel and off-
line information system.
There is an underestimated degree of employee resistance to change and of
corporate disbelief with the new costs.
Sales and marketing personnel do not know how to react to the new profit winners
and losers.
ABC/ABM does not provide all the information needed to make customer and
product decisions.
ABC/ABM competes with other improvement programs without integration.
Acting on the data involves pain-refocused strategies usually require some
different people and equipment, implying job eliminations and write-offs.
The project loses initial management buy-in by not maintaining a brisk pace and
momentum.
There is no true profit-and-loss responsibility at the pilot site.
There is minimal end-product diversity, resulting in little change in individual net
costs.
ABC/ABM’s reputation is maligned as too costly to maintain or as a wrong tool.
Training was inadequate or poorly timed and failed to include the right level of
people.
Activities are incongruently related with cost drivers, many of which are not the
cause of cost.
Scope is restricted to operations cost, not total integrated value-chain cost.
2.3.3 Value Stream Costing
A value stream is a group of products that belongs to one product family and
follows same production routing. Value stream not only consider production steps but
also it takes into account of each activity that adds value to customer from order
placement to shipping of products. Simply, It creates value to the customer along the
27
Source: Adopted from “Practical Lean Accounting” by Brain H.Maskell
Figure 6 Value stream costing
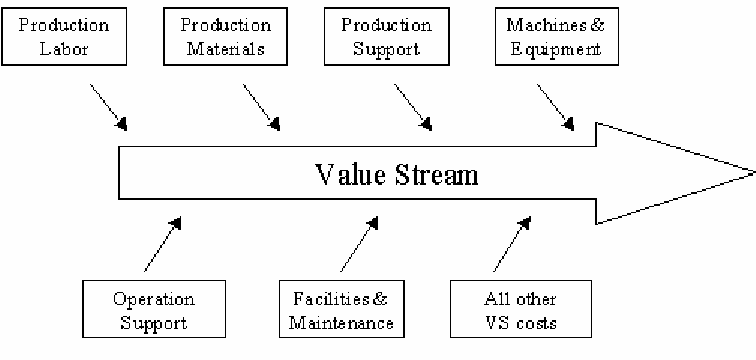
whole stream. Value stream costing allocates all the costs incurred for this stream as
direct cost. Typically, the costs include product labor, direct materials, equipment usages
and other support functions. The figure 6 shows the typical overall costs associated with
particular value stream for one or multiple product family of products.
Lean value stream costing is entirely different from traditional approach. Because
standard costing assumes that all overheads need to be assigned to the product and that
these overheads relate to the amount of direct labor required to make the product. This
costing violates the above assumption and calculates the total cost required to run the
whole value stream. It typically calculated biweekly or monthly. Production labor cost
includes all the labors who works or supports in the value stream. The total raw material
purchased for the whole value stream is considered production material. The other
activities that supports value stream will be converted in terms of cost and included in
this value stream total cost calculation. Space occupied by the value stream is allocated
based on square footage cost of the facility. Value stream costing is simple because the
detailed actual costs are not collected by production job or product. Value stream cost
reduces the overhead allocation process, which improves cost calculation and profit

28
Figure 7 The information and material flow in a typical value stream
information. The non-value stream costs are inevitably small because most of the work of
organization will be associated with value streams [70]. The value stream is far more
than just manufacturing processes. From figure 7, manufacturing is just one step in the
whole processes of serving the customer and creating value.
2.4 Literature Research
Many researchers have proposed theoretically that traditional management
accounting may undercoat the low volume complex products and may overcoat the high
volume simple products because overhead cost is allocated on direct labor hours or some
other measure of volume [51][76][20] when both types of products are manufactured.
And further it distorts the cost information. On the other hand, Activity-based costing has
gained the recognition of a more accurate cost estimation and calculation method. It
29
traces cost to products based on volume-related factors, such as unit-batch-, and product-
level cost drivers as well as non-volume-related cost drivers, such as product diversity,
complexity, and quality. Surveys and interviews with managers using ABC indicate it is
used to support a wide range of economic activities, such as product mix, pricing, and
outsourcing decisions [23]. However, evidence of enhanced "financial performance
resulting from firms adopting ABC is somewhat limited”. Low [65] and Spoede et al.
[90], using numerical examples, illustrate that the TOC leads to a more profitable product
mix than ABC. Low [65] noted that the `activity-based cost allocation procedure was a
great deal more complex than traditional costing procedures, but it was not particularly
helpful in a strategic sense. Kee [55], using a similar example, illustrates that an ABC
model integrating the cost and capacity of production activities outperforms the TOC.
The complementary nature of the TOC and ABC has been examined by various
researchers [9] [68][44]. They suggest that the TOC is appropriate for the short run, while
ABC is appropriate for longer-term decisions. However, as noted by Bakke and Hellberg
([9], there is no clear-cut demarcation between short-term and long-term decisions and
short-term decisions may have longer-term economic consequences. Time is a surrogate
in these studies for other factors in the firm operations that determine when the TOC and
ABC lead to optimal resource allocation decisions. However, the nature and impact of
these factors on ABC and the TOC were not addressed.
The primary focus of the TOC is managing bottleneck activities that restrict the
firm’s performance. As noted by Goldratt [37] any system must have at least one
constraint. The TOC consists of a set of focusing procedures for identifying a bottleneck
and managing the production system with respect to this constraint, while resources are
expended to relieve this limitation on the system. When a bottleneck is relieved, the firm
moves to a higher level of goal attainment and one or more new bottlenecks will be
encountered. The cycle of managing the firm with respect to the new bottleneck(s) is
repeated, leading to successive improvements in the firm's operations and performance.
Goldratt indicates that many of the assumptions underlying traditional cost-based
accounting systems, as well as ABC, are no longer valid and that these systems are
30
leading any companies to disaster. Consequently, he proposes using an alternative
measurement system to evaluate the impact of production-related decisions.
Kaplan [53] notes that ABC is not a system for allocating cost to products more
accurately. Rather, it attempts to identify factors underlying the production process that
cause activities to consume resources and, thereby, incur cost. The use of volume-related
cost drivers and non-volume cost drivers, such as product complexity, diversity, and
quality, enable ABC to provide a powerful and rich model of the relationship between
why costs are incurred in the production process and the products produced. Advocates of
the TOC assert that labor and overhead are a committed cost; therefore, tracing the cost
of these activities to products is irrelevant for decision-making. In the literature, many
researchers agree [25] [15] that activity based costing can measure product complexity
better than traditional management accounting or throughput accounting
John Miller summarizes this idea as follows:
A Cost Management System by itself produces no increase in productivity, no
reduction in cost, no improvement in quality, no reduction in cycle time, and no increase
in customer satisfaction. Its true benefit can be measured only in the light of
management’s actions initiated based on information provided by the new CMS. Those
actions should be directed toward continuously improving the organization’s activities
and business processes through better decision making [62].
Much of the research in the area lean/JIT has focused on the impact the
techniques on operation performance levels. In these studies, the control variables used
most often are organizational size, and hierarchical layers of the organization [2]. Further,
the authors reported the results of a distribution of respondents to their survey by
Standard Industrial Classification code, but did not analyze (or did not have enough data
to analyze) their results controlling for this variable [2].
31
Kennedy and Affleck-Graves [56] examines the link between implementation of
an activity-based costing system and the Shareholder Value Analysis (SVA). Given the
SVA framework of analyzing how business decisions affect “economic value” through
the identification of the key value drivers [98], ABC can provide information crucial to
an understanding of how a firms’ competitive advantage is generated. Shank and
Govindarajan [85] highlight such an approach by asking two questions: is the activity
necessary, and is the activity performed efficiently? They label this approach as “value
engineering the cost structure.” By more accurately attributing cost to products, services,
and customers, ABC can play an important role in providing relevant information for
management operating decisions, which, in turn, should impact on profitability and,
ultimately, shareholder value. Ward and Patel [97] also suggest that ABC provides a
sound foundation for future cash flow projections. They argue that this leads to
investment in value-added activities that support products, services, customers, and
market segments, thereby increasing shareholder value. The concept has been further
developed by the application of Activity Based Budgeting [74], Activity Based
Management [18], Activity Based Computing [12], Activity Based Cost Management
[22], and its full infusion into the business process re-engineering framework.
Bih-Ru Lea and Lawrence D.Fredendall [62] have examined the different types of
accounting systems on product mix interact with short term and long term that affect the
manufacturing performance of the firm. They considered two different product structures
(flat and deep) for this study. Further this study found that no single shop setting is best
for all performance measures. The performance measure is not constant over different
manufacturing environments. The research is conducted by developing different
hypothesis on firm performance by varying product structure and product mix algorithm.
This study suggests that ABC is more sensitive to environmental uncertainty than
traditional costing. However this study also suggests that in an uncertain environment,
given an appropriate overhead allocation rate and updated information from an integrated
information system, traditional costing is not as outdated and irrelevant as some
researchers have suggested [25][26][62][51].
32
Bakke and Hellberg [9] analyzed the potential gains of the OPT- and ABC-
models in terms of short and long term production scheduling point of view. The ABC-
philosophy constitutes a necessary basis for long term decisions about product-mix as
complete cost-structures are revealed. However the information derived from ABC-
analyzes unfortunately is not satisfactory for making short-term decisions in general.
They concluded that neither OPT (optimized production technology) nor ABC has a
relevance to all product-mix decisions and it depends on time horizon and manufacturing
environment.
Ahlstrom and Karlson [1] analyzed the role of the management accounting system
in the adoption process of implementing lean production system. That is, the focus is on
the changes takes place in the production system and the role of the management
accounting system in these changes and not the management accounting system itself.
Researchers had created hypotheses for further investigation as well as systematic
experience for practitioners to learn from. Their research concludes that the management
accounting system indeed has very important role to play in modern manufacturing
environments. Further they concluded that
The management accounting system can create impetus for changes in the
direction of lean production, but not until traditional performance measures have
reached a certain threshold. Therefore, an important managerial task will be to
influence the location of this threshold, by making it easier to reach.
Another important way to create impetus for change is to raise the level of the
unit of analysis in the management accounting system. First, there is a need to
shift the focus from single machines and/or operators to the whole production
flow. Second, there is a need to shift the focus from the operating level to the
whole production system.
When making these changes it is important to take into consideration that the
management accounting system affects the adoption process in three concurrent
ways: technically, through its design; formally, through its role in the organization
33
and cognitively, through the way in which actors think about and use the
management accounting system.
Ozbayrak and Akgun [77] have estimated the manufacturing and product costs in
an advanced manufacturing system either MRP or JIT by using Activity-based costing
principles. Further they analyzed the potential effects of manufacturing planning and
control strategies implemented on financial structure of the production environment.
Their model assumes many non-traceable costs as indirect cost and used the proportion of
these cost while calculating the product cost. For example determining direct labor
contribution to product cost is very difficult and many times these contributions are
negligible. So, all labor costs are pooled as indirect labor cost. In this study, the indirect
resources are distributed to the main activity centers according to the utilization levels
obtained from the system simulation. Therefore, for each activity center, two cost pools
are formed as direct and indirect cost pools. The direct pool consists of raw materials,
direct energy consumed, cutting tools, fixtures, etc. The indirect cost pool consists of
externally provided service costs, indirect labor cost and other indirect cost associated
with it. They conclude that ABC is a valuable information tool, which provides
management with an unrivalled insight into the workings of the manufacturing system. In
addition, they identified buffer capacity and lead-time is to be most important cost drivers
in terms of their effect on WIP and throughput in both push- and pull-based production
environments.
Jong-min Choe [21] has studied the relationship among management accounting
information, organizational learning and production performance. His research shows a
positive correlation between management accounting information and advanced
manufacturing technology. The various researchers asserted that when advanced
manufacturing technology is utilized, some types of information produced by
management accounting information systems could improve production performance
through organizational learning. Further, he identified the type of information produced
by management accounting information system and suggested that when advanced
34
manufacturing technology is used, large amount management accounting information
improves the production performance.
Durden and Upton [31] have analyzed the cost accounting methods and
performance measurement in a Just-in-Time production environment. The purpose of this
paper is to examine whether management accounting system change is positively
associated with performance for JIT firms. Researchers conducted a survey from different
manufacturing organizations both JIT and Non JIT firms to support their conclusions.
Respondents completed a brief questionnaire about their cost accounting modification,
use of non-financial performance indicators and organizational performance. Their results
indicate that JIT companies have not modified their cost accounting system to match the
production management system. Therefore, the production system appears to have a
moderating influence on the cost accounting modification. Further, evidence from survey
shows that non-financial performance measures are used to significantly greater extent in
companies operating JIT production systems as well as non-JIT production systems.
Their result supports Foster and Horngren statements that conventional cost accounting
systems are likely to be sub optimal in a JIT environment.
L.H. Boyd and J.F. Cox [14] have compared the different cost accounting systems
(traditional cost accounting, direct costing, Activity based costing and throughput
accounting) in a resource-constrained production environment in order to make two
categories of decision based on cost accounting information. The survey was conducted
to measure the importance of different decisions made based on cost accounting
information. The hypothetical financial company produces 5 different products based on
the product-mix decision of different management accounting result. The performance of
each accounting is discussed based simulation model results. Their result shows that
throughput accounting model outperforms the other three management accounting
system. Activity-based costing, traditional cost accounting, and direct costing in some
cases reached the same decision as theory of constraints but resulted in suboptimal
decisions in majority of cases. Further, they concluded that cost accounting system
35
should aware of production constraints and not use allocated costs in order to provide
information for optimal decisions. This implies that only marginal costs should be
considered to make better decisions. Management accountant refers marginal cost is the
difference between selling price and the variable cost of the product. This marginal cost
does not include overhead cost in the product cost calculations.
2.5 Conclusion for Literature Review
In a nutshell topics such as various management accounting systems under a
given manufacturing environment were discussed. Then the techniques in analyzing a
system from accounting standpoint were studied and academic research work in the area
of management accounting was reviewed. When investigating the literature regarding the
management accounting, it is apparent that many authors address the shortcomings of
traditional cost accounting. However, few authors have investigated the impact of using
different management accounting alternatives in various manufacturing environments.
These authors were analyzed behavior of management accounting system for different
product structure and planning horizon in a lean manufacturing environment. But they
have not focused on different components of lead time. It is one of the main lean
principles that create more flexibility in processes to match the demand variations. The
performance of management accounting systems are not directly tested under different
lean manufacturing principles like lot size, quick changeover and material handling. In
addition, there has been no direct comparison between lean accounting and other
accounting principles in lean manufacturing environment. However, there is no evidence
of using this concept to analyze the lean system to identify management accounting
strategy, which illustrates the research findings of this thesis.
36
Chapter III
Research Methodology
Chapter 3 discuses the research methodology involved in developing a Lean
management accounting system model (LMAS). The chapter analyzes the individual
components that make the model and charts out how these components are interpolated in
the model. The objective of this chapter is to describe the development of an
experimental design that uses simulation modeling to examine the impact on operational
and strategic decisions of using different management accounting alternatives under lean
manufacturing environment with various scenarios.
3.1 Conceptual Design
A conceptual framework of the LMAS model has four distinct phases of which
are: experiment setup, management accounting system, process simulation, and output
performance analysis for each set of experimental conditions and overall performance
across management accounting systems. The figure 8 shows graphically how each phase
is linked with successive modules to find out the performance measure of each
management accounting systems.
3.2 Experimental Setup
Experimental setup identifies the appropriate experimental variables and
background variables to be considered in this study. The experimental variables closely
address the variability associated with different components of lead time. Lead time
consists of wait time, setup time, move time and processing time. All these components
are considered as non value added activity expect processing time. Further, the user input
determines the background variables, process information depending upon the lean
manufacturing principle and workstation capability.

37
Figure 8 Research approach
Management accounting system module analyzes the overhead cost principle associated
with each system to identify the product cost and contribution margin for a constrained
capacity environment. This contribution margin will lead to find the optimal product mix
for each management accounting system. The product mix will drive the process
simulation module.
Process simulation comprises a simulation shop floor which runs under pull based
system and it includes the experimental variables and background variables. The
experimental variables are lot size flexibility, changeover time and material handling.
The background variables are capacity and demand, equipment downtime, process time
of work stations and product quality. The observed results from the model are net income
for a given product-mix. This output measure is mainly depends on the experimental
variables. The background variables are constant throughout the experiment.
This performance measure module analyze the net income across various set of
experimental variables to identify the most aligned management accounting system for a
given lean manufacturing setup. This analyzes phase uses statistical hypothesis tests to
evaluate the mean net income for different experimental conditions. Finally it compares
overall net income across management accounting systems and ranks based on Tukey test
and benefit cost ratio.
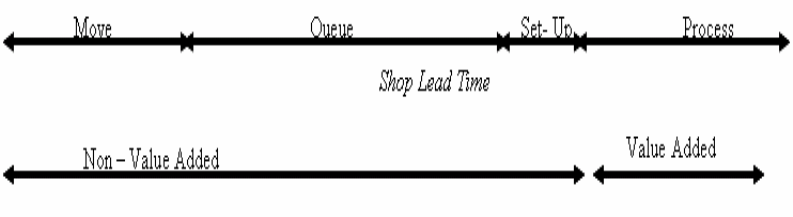
38
Figure 9 Components of lead time
3.3 Experimental Variables & Methodology
To minimize cycle time, one must reduce inventory or increase capacity,
according to Little’s Law. Kingman’s formula shows that a reduction of variability can
also affect cycle time and reduce inventory. A balanced production line is one where,
given a fixed input and output schedule, the mean WIP does not increase over time due to
randomness of tool failures and repairs. In this study, variability’s of three different lean
production principles are tested to check the performance of three different management
accounting alternatives. The figure 9 shows different components of lead time and the
classification of each component according to lean as value added and non-value added
activities. The following lean production principles are considered in this study:
Small lot size
Single minute exchange of die (SMED)
Material handling
Lean manufacturing focuses to reduce the lead time or cycle time of the products
which produced by a given manufacturing setup. This lead time comprises of processing
time, material movement, setup time and waiting time (queue). All the components
except process time are considered as non value added activity in lean culture. Our
experimental factors are closely related to all these components. The lot size reduction
will have an impact on wait time, setup time reduction will impact more flexibility and

39
Figure 10 Experimental setup
quick response, less material handling will reduce the move time. This experimental
study considers 4 levels of lot size, 3 level of setup time and 2 levels of material handling
along with 3 different management accounting systems to check the performance of net
income benefit. The experimental design will result in a total of 432(4x3x2x3x6)
simulation runs.
3.4 Experimental Factors
Figure 10 explains the different experimental factors and background variables
considered for this study and replicate the whole experimental setup. The research
methodology consists of four different layers, which are lean principles, manufacturing
control systems, management accounting system and performance measurements. The
lean principle layer will be constantly changed for each scenario. These changes will
make the simulation model to run different replications to get average output
performance measurements. Manufacturing control system layer is a prototype of shop
floor, which runs under lean manufacturing environments. This discrete event simulation
40
model plays a vital role in this research to collect the output parameters. The management
accounting system layer will calculate the different cost parameters based on simulation
output and corresponding changes in the lean principle layer. For example this layer gets
machine processing time for each operation and cycle time to allocate the indirect
overhead cost. The overhead cost allocation differs when changing the costing
methodology. The net income benefit for each management accounting systems will be
the output of this layer.
The following discussion describes how lean manufacturing factors, different
management accounting alternatives and production environments are setup for this
experiment study.
One of the key lean manufacturing principles is defining customer value. This is
viewed to analyze the capacity and demand for each product at specific price. This
experiment considers capacity and demand of as the main factor to calculate product-mix.
The experiment has tested under a constraint capacity environment which runs based on
product mix decision based on each management accounting alternatives. For this study,
one product family of products which consists of four different parts is examined to
check the output performance of each management accounting alternatives. It is not
uncommon for a firm’s product line to contain some high, medium, and low volume
products. Generally high volume products have constant demand, cause little overhead
and use maximum standard tools and fixtures and generate lower profit margins. On the
other hand, low volume products or stochastic demand products cause higher overhead
and use minimum standard parts and generate high profit margins. Support system plays
important role to create a uniform production flow in the shop floor. Engineering,
maintenance and office support are the three major support systems. In this experimental
study, preventive maintenance is scheduled for all the resources in order to reflect the real
environment.
41
Another major hurdle to increase flexibility in the production floor is changeover
time. This changeover time is considered as non-value added activity in lean
environment. Changeover time mainly depends on the product complexity and how often
changeover takes place. In traditional mass production, even though it takes longer time
but it has not been viewed from the resource constraint point of view. Because of less
frequency of setup changes in the shop floor. On the other hand, lean manufacturing
requires producing small batches of each product on daily and making frequent deliveries
to customer. This leads to reduce changeover time in order to achieve more flexible and
minimize non-value added activity. Experiment consider setup time as one of the major
factor in the simulation modeling to check the behavior of performance measures under
different management accounting alternatives. In lean environment, WIP does not add
any value to customer but it may be helpful to manage the market fluctuations. However
WIP has to be minimized in order to reduce lead-time. In today’s competitive
environment, Customers are looking for best price with minimum lead-time. Lot size
plays a major role to reduce WIP. This experiment incorporates lot size flexibility to
check the performance measures behavior.
3.5 Manufacturing Control System (Lean Manufacturing)
Forecast demand and inventory level for all manufacturing products are calculated
monthly. Master production schedule releases the production planning and material
requirement based on this information. Material requirement planning is used to
determine the planned order releases of end items and intermediate items. In this study,
all monthly demands have the same due dates which are earliest of next month [62]. The
manufacturing order quantity is calculated using EOQ equation and each batch is further
divided based on experimental factor (lot size), which has been sent to respective
workstations. This study compares operational similarity products, which is grouped into
one product family runs under one value stream and also considered as focused factory.
So, it does not have complicate routing and product structure. Material requirements will
42
be ordered in the regular interval in order to avoid material shortage. But the material
requirement order release has been sent to bottleneck operation only. This peacemaker
process will not only drive the upstream and downstream work centers but also vendor
management process and raw material supplier. The master production schedule (MPS)
will be frozen for four weeks. No rescheduling will be made during this period. The
research study [91] indicated that increasing the frozen period does not result in major
impact on customer satisfaction level. Various researchers in the literature study the same
frozen period. This experiment incorporates pull system setup, which is one of the key
lean principles to achieve lean enterprise level. Further this experiment assumes one
focused factory is nothing but cellular manufacturing, has been dedicated to one product
family. Order released to work centers based on production kanban as result of
withdrawal of inventory by a consecutive work centers. First-Come-First-Serve (FCFS)
option will be used as the shop floor dispatching rule as commonly used in other
literature [60].
Practically, to achieve single piece flow in all manufacturing environment is very
difficult. Experiment setup allows the user to specify the lot size for each product in the
product family. The lot size will be as minimum as possible to handle minimum WIP.
The changeover time and product priority can be specified in the program to test various
output performance measures for different changeover time and product sequence under
each management accounting alternatives. Materials are directly sent to the first work
center of the cell from the raw material supplier. There is no material handling and
receiving station which shown in the experimental setup figure. The safety buffer will be
pre-assigned to each workstation based on the processing time and flow criticality.
3.6 Management Accounting Alternatives
3.6.1. Cost Structure
In earlier chapters, the cost structure associated with different parts of
manufacturing activities has been discussed and each management accounting alternative

43
Table 3.1 Life cycle costs of product and cumulative percentage
has follows different approach to capture the cost incurred to produce the products. Table
3.1 shows the life cycle cost associated with the products and classified these costs as
recurred cost and non-recurring cost. Many researchers [76][45] reported that direct labor
might comprise less than 10% of the total product cost in heavily automated
manufacturing firms. In this automated factory environment, overhead cost plays very
important role in assigning the cost objects to various products and it contributes major
portion of total product cost. In advanced manufacturing environment more than 70% of
non-material costs tend to be indirect or overhead costs. This study follows the trend and
gives more importance to overhead content and indirect costs. In this experiment study,
the average percentage of each type of cost used is as follows: the labor cost is 5% to
12%, raw material cost is 20% to 35%, and overhead cost is 53% to 75%, the same cost
structure has been followed. Overhead costs are accumulated in one or more cost pools.
This cost pool may include both fixed and variable overhead costs, which is fully
depends on management decision. Fixed overhead includes costs such as production
management salaries and space rental.

44
3.7 Cost Associated with Manufacturing Activities
The total manufacturing cost can be assigned by four different ways, which are
direct tracing, indirect, driver tracing and allocation. Direct tracing gives more accurate
product cost compare to others. Traditional and lean environment follows different
procedure to calculate various portions of manufacturing cost. The following table
explains the differences and shows which method is used to calculate the product cost.
From the earlier discussion, all the manufacturing activities, direct labor usage,
raw material procurement and direct manufacturing costs are likely to vary based on
production volume and are often classified as variable costs. Other costs include support
system in terms of production (facility cost) and administration will be considered as
fixed cost or semi variable cost. The table 3.2 compares the overhead allocation across
different management accounting alternatives.
Table 3.2 Overhead allocation methods for traditional and lean environment
Manufacturing cost Traditional Environment Lean Environment
Direct labor Direct tracing Direct tracing
Direct materials Direct tracing Direct tracing
Material handling Indirect Direct tracing
Maintenance Driver tracing Direct tracing
Utilities & supplies Indirect Direct tracing
Marketing Indirect Direct tracing
Supervision (dept.) Indirect Direct tracing
Insurance and taxes Indirect Allocation
Plant depreciation Allocation Allocation
Equipment depreciation Indirect Direct tracing
Engineering support Indirect Direct tracing
Custodial services Indirect Driver tracing
45
Each management accounting alternatives consider these costs in different manner either
directly to assign products or period cost to allocate various products to calculate the total
product cost. The following table listed the fixed cost, variable cost and other support
costs. The variable cost is collected from the simulation modeling. These activities are
consistent with activities studied in the literature [65] [15] [76] [62].
The variable cost center values are collected based on the production quantity,
raw material consumption and machine center utilization. Table 3.3 shows different
manufacturing cost centers and allocation rules for each management accounting system.
The pilot run of individual products simulation model is used to calculate the variable
cost. If the total processing time of products is identical then this function does not have
significant difference when the management accounting changes. In practically this may
not be true and this study considers different processing time for individual products. On
the other hand, fixed cost allocation has major differences across management
accountings. Traditional standard costing allocates the major portion of overhead to
products based on volume and machine utilization or labor percentage usage. Activity
based costing traces all the overhead cost to products based on activity level and resource
consumption. Value stream costing traces the overhead cost to product family not
individual products for particular value stream. The different overhead cost methods have
been discussed earlier in this chapter.
3.8 Product Costing with Activity-Based Costing
Activity based costing identifies different manufacturing activities and group the
possible activities into single activity. It is very difficult to model all the activities in that
takes place in the real world. Therefore depending on the resource consumption, some of
the resource centers will be described as activity centers. Activities used within the
department to support the primary activities are secondary activities [15]. The cost of
Figure 11 shows graphically how the cost drivers calculated from different resource
centers.

46
Table 3.3 Management activities and type of cost allocation [62]

47
Figure 11 Activity-based overhead cost tracing [81]
48
secondary activities are normally allocated to the primary activities [65] and then the
costs of primary activities are allocated to products. In this experimental study, the
following activity centers are described based on these operation centers and these
activity centers will consume certain level of resources. The resource consumption is
calculated based on the utilization levels. The overhead cost centers are
Product supervision
Indirect labor (setup, material handling and inspection)
Depreciation of facility and other costs
Production engineering
Maintenance support
Supplies and expendable tools
Production and inventory control
Utilities
General administration
Engineering and development
Sales and marketing
Miscellaneous cost
The two major goals of activity based costing are to calculate the activity cost and
product cost. The total product cost is summation of various activity costs incurred in the
manufacturing facility. Every activity cost includes direct cost and indirect cost
associated with the assigned resources. Support system resources are considered as
indirect resources in this study and it will be assigned to main activity centers based on
the utilization levels obtained from the system simulation output. Identified resources,
activity centers and various activity costs are listed in the following flow chart. The
economic life of all major equipment in this system is assumed to be 15 years or 108,000
hours and hourly depreciation cost of equipment can be calculated. The accumulated total
product cost is calculated using the following mathematical equations. The following
equations can be used to calculate the different activity level costs and resource
consumption rates for a given product. The same standard cost centers are used across
49
different management accounting alternatives in order to avoid complication of the
process. Table 3.4 shows the overhead cost allocation of ABC for different products on
each cost centers.
Procurement cost [81]
PCi = (OPC x NOi) + (RMCi x NBi)
PCi = per unit procurement cost for part type i.
OPC = Order processing cost per order
NOi = Number of orders for part i.
RMCj = Repair Maintenance Cost per hour for machine j.
NBij = Number of batches of part i processed on machine j
Material handling cost for part type
MHCi =
∑
(TMHi x CRLi)
TMHi = Total time required to move the materials between work
stations
MHCi = per unit material handling cost for part type i.
CRLj = Cost of labor for machine j per production hour.
Inspection/Quality control cost for part type
QCi =
∑
(CRLi x TQ
i
) + (CQCj x NUi)
QCi = per unit quality cost for part type i.
CRLj = Cost of labor for machine j per production hour
TQ
ij
=Total time required for quality and inspection of part types
i processed on machine j.
CQCj = Inspection cost rate following machine j
NUij = Number of units of part i produced in machine j.

50
Table 3.4 Overhead allocation using ABC
51
Maintenance cost for part type i / unit
MCi = (1/ NAi)
∑
(PMCi x TM
i
) + (RMCj x TRi)
MCi = per unit maintenance cost for part type i.
NAi = Number of part type i to enter processing.
PMCj = Preventive Maintenance Cost per hour for machine j.
TM
i
= Preventive maintenance time for machine j
RMCj = Repair Maintenance Cost per hour for machine j.
TRj = Repair Maintenance Cost per hour for machine j
The unit production cost for part type i on machine j
MPCi = (1/ NAi)
∑
[(GACRj + SCRj + CDPj + OCj + CRSj) x TP
ij
+(CRLj x
TL
ij
)+(CRSj + CRLSj + CDSj) x TS
ij
]
MPCi = per unit production cost for part type i on machine j.
NAi = Number of part type i to enter processing.
GACRj = General Administrative cost rate for machine j
SCRj = Space occupied rate for machine j.
CDPj = Cost of depreciation for machine j per production hour
OCj = Operating cost rate per hour for machine j CRSj =
Consumable supplies rate for machine j.
TP
ij
=Total machine processing time for production of part types
i processed on machinej
CRLj = Cost of labor for machine j per production hour.
TL
ij
= Total Labor time for production of part types i processed
on machine j.
CRLSj = Setup cost of labor for machine j per hour.
TS
ij
= Total time for batch setup of part types i processed on
machine j
CDSj = Cost of depreciation for machine j per setup hour

52
Inventory handling cost of part i /unit
NQj x IOHj
WIP
i
=
∑
NAi
NQj = Maximum number of parts waiting in the machine j queue
IOHj = Inventory overhead rate per part.
NAi = Number of part type i to enter processing.
Product development cost of part i / unit
1
DCi = (TCi + ECi)
∑
i
NEi
DCi = per unit development cost for part type i.
TCi = Tooling cost per unit for part type i.
ECi = Total Engineering cost for part type i.
NEi = Number of estimated part type to be produced over
product life cycle i.
Accumulation of all costs to provide the per unit cost for part type i
UCi = DCi + PCi + MHCi + QCi + MCi +
∑
J
( MPCi + WIPi)
UCi = per unit cost for part type i.
DCi = per unit development cost for part type i.
MHCi = per unit material handling cost for part type i.
PCi = per unit procurement cost for part type i.
QCi = per unit quality cost for part type i.
MCi = per unit maintenance cost for part type i.
MPCi = per unit production cost for part type I on machine j
53
WIPi = per unit inventory overhead cost for part type i.
3.9 Traditional Costing System
Traditional costing is used in this study to represent traditional management
accounting. The reason behind selection of this management costing system because it is
widely used by accountants in practice [25] [26][85] and more than 60% of industries
surveyed by [42]. This product costing systems rely on simplistic methods to allocate
overheads to products. According to literature, four cost centers represented by four
departments are used in this study. Traditional management accounting frequently
accumulates various activity costs by department [15] [42]. Figure 12 shows the
overhead costing principle associated with traditional costing and table 3.5 lists the cost
accumulated with different departments in order to identify the indirect product cost and
in direct operation cost for overhead allocation. The respective departments are
purchasing, manufacturing, administration and marketing. All the activities pooled into
these departments and overhead is allocated to each product in the respective
departments. In common, this allocation is based on labor usage or machine hour rate.
Non-manufacturing overheads are recorded as period costs and are disposed exactly same
as manufacturing overheads.
Normal costing is used in this study to evaluate overhead cost. Further,
predetermined overhead cost allocation rate used based on machine hour usage of each
product and the amount of direct labor cost is very small that will be contribute less than
10% of product cost in many advanced manufacturing environment. From the literature,
many overhead costs including tools and fixture cost, utilities and machine depreciation,
engineering, supervision and property taxes are more likely related to usage of machine
hours than direct labor hours [42]. Using machine-based overhead rates instead of labor-
based rates should produce more accurate product costing in advanced manufacturing
environments which means high overhead based manufacturing industry [76].

54
Figure 12 Overhead cost allocation based on traditional costing
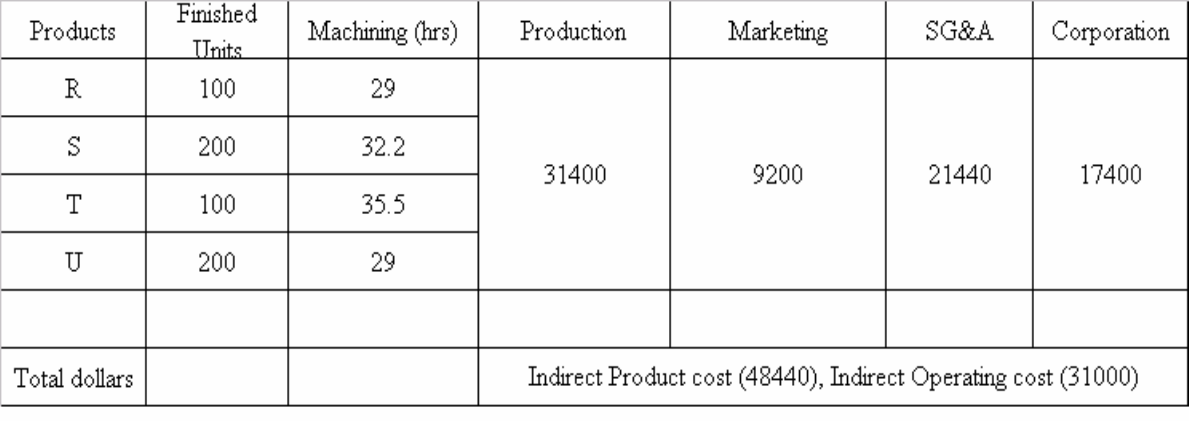
55
Table 3.5 Overhead cost centers for traditional management accounting
Overhead rate:($48440)/320 hours
R (29hrs x 151.375)/100 units =$43.89 + 15.89 = 63.93/unit
S (32.2hrs x 151.375)/200 units =$24.37 + 15.89 = 44.41/unit
T (35.5hrs x 151.375)/100 units =$53.73 + 15.89 = 73.77/unit
U (29hrs x 151.25)/200 units =$21.93 + 15.89 = 41.97/unit
56
3.10 Lean Accounting (Value Stream Costing)
Lean accounting concepts are designed to reflect the changes or improvements of
the shop floor which run under flow line value stream. It accounts the cost based on value
stream for one product family not by individual products, and includes non financial
performance measures in management accounting statements. A typical value stream
includes everything done to create value for a customer that can reasonably be associated
with a product or product line. Among the costs in value stream would be the expenses of
a company incurs to design, engineer, manufacture, sell, market and ship a product as
well as costs related to servicing the customer, purchasing materials and collecting
payments on product sales[70]. It considers all labor works in the particular value stream
as direct labor irrespective of his work whether he produces or supports value stream.
This leads to direct tracing of indirect labor into one product family instead of allocation.
This chapter already discussed the different overhead methods and advantages. Further it
takes all other cost as direct cost except facility depreciation cost. This cost will be
allocated based on the plant floor square foot usage. This costing tracks the cost on a
product line level not by individual activity level. The product cost varies based on
product mix and volume. Value stream costing will consider all the manufacturing costs
and support costs except raw material as value stream overhead. This overhead is
assigned to one product family not by individual products. This accounting principle
computes maximum profitability based on creating the maximum the flow of product
through the value stream. Non financial performance measure plays an important role
across product families in the stream line. Lead time of any particular product is
primarily dependent upon how quickly it flows through the value stream, particularly at
the bottleneck operations within the value stream. The rate of flow through the value
stream is more important than utilization of resources, people’s individual efficiency, or
overhead allocations [101]. The above statement is clearly support the lean
manufacturing principle and it drives based on customer demand. Figure 13 shows the
overhead cost allocation for a product family of value stream.

57
Figure 13 Overhead cost allocation based on value stream costing
58
Actual cost system uses actual costs for direct materials, direct labor, and overhead to
determine unit cost. In practice, strict actual cost systems are rarely used because they
cannot provide accurate unit cost information on a timely basis.
Normal costing systems that measure overhead costs on a predetermined basis and use
actual costs for direct materials and direct labor. In practice, this cost system is used in
many firms to calculate product cost. This experimental study follows normal costing
system to achieve more realistic results.
Raw material costs: high volume purchase gets lower price quote on purchased materials
than low volume material with frequent orders. But this variation can be adjusted by
establishing long term contract with material suppliers. Direct Labor cost: Labor cost is
included in the individual product cost for traditional accounting and activity based
costing and value stream for lean accounting. The raw material cost and direct labor cost
is calculated based on number of products produced in the given product mix and
simulation program accounts for it. The raw material and labor cost per product is shown
in table 3.6.
Selling price: Market is assumed to be perfectly competitive in this study. This selling
price is decided by market based on the competition. The selling price for each product as
follows and shown in table 3.7.
Contribution margin for individual products is calculated from the available selling price
and product cost of each management accounting system. Linear program is constructed
to find out the optimal product mix. This linear program includes the capacity constraints
and demand constraints. Table 3.8 shows the forecast demand or customer order and
different product mix under various management accounting alternatives.
Table 3.9 shows the total product cost calculated based on traditional standard costing
principles. Table 3.10 indicates the product cost calculated based on activity-based
costing principles. Table 3.11 shows the product cost calculated based on value stream
costing principles.

59
Table 3.6 Raw material cost and direct labor cost
Raw Material & Direct Labor Cost
Product Id. Raw Material Cost Direct Labor Cost
Product R(LR 220) $21 $9.09
Product S(LR 110) $16 $4.80
Product T(LR 330) $31 $10.7
Product U(LR 210) $19 $19
Table 3.7 Selling price for individual products
Product Id. Selling Price
Product R(LR 220) $160
Product S(LR 110) $110
Product T(LR 330) $210
Product U(LR 210) $125
Table 3.8 Forecast demand and product mix for different accountings
R S T U
Forecast 1200 750 600 1050
TA 595 524 368 1002
ABC 550 731 370 872
VSC 806 0 483 806

60
Table 3.9 Traditional standard costing-product cost
Products RM Cost Labor Cost
Overhead
Cost
Total Cost
Product R(LR 220) $21 $9.09 $63.93 $94.02
Product S(LR 110) $16 $4.80 $44.41 $65.21
Product T(LR 330) $31 $10.70 $73.77 $115.47
Product U(LR 210) $19 $4.35 $41.97 $65.32
Table 3.10 Activity-based costing-product cost
Products RM Cost Labor Cost
Overhead
Cost
Total Cost
Product R(LR 220) $21 $9.09
$55.65
$85.74
Product S(LR 110) $16 $4.80
$34.24
$55.04
Product T(LR 330) $31 $10.70
$77.36
$119.06
Product U(LR
210)
$19 $4.35
$48.88
$72.23
Table 3.11 Lean Accounting (value stream costing)-product cost
Products RM Cost Conversion Cost Total Cost
Product R(LR 220) $21
$57.97 $78.97
Product S(LR 110) $16
$57.97 $73.97
Product T(LR 330) $31
$57.97 $88.97
Product U(LR
210)
$19
$57.97 $76.97
61
3.11 Process Simulation
The simulation model utilizes ARENA software package, and Microsoft
Corporation’s Visual Basic were used to develop the simulation model, to mimic the
production shop floor environment and to collect various performance measurement
statistics.
3.12 Simulation Experimental Setup
The simulation model assumes the following assumptions and these assumptions
have already referring to the studies conducted by Ramasesh and Krawjewski [60], and
Bih – Ru Lea [62].
Pre-emption is not allowed after work starts.
No alternate routings other than specified.
Transit time between some workstations is assumed to be material handling time.
Back orders are not allowed and once demand that cannot be filled is lost.
All the work centers are driven by successive work station queue length to
achieve minimal work in process inventory.
Simulation model runs under make-to-order concept. So there is no finished
goods inventory in the storage area.
Number of work centers used in production floor simulation model in the literature
ranges from 4 to 50 and is commonly set to between 5 and 10 work centers[60]. By
examining various test lean principles and manufacturing control systems, this study
assumes 9 work stations in the floor and grouped as focused factory for dedicated product
family of products.
Nine workstations are used to process all the parts
Production planning station will process the order and release the schedule to
peacemaker process.
All set-up activities take place when the work centre starts to process different
product.

62
Assembly work centre is used to assemble all sub and major components.
An inspection and packing station is used to inspect and pack all the products.
Different material handling equipments are used to transfer the material between
various work stations.
The mean processing time was calculated to obtain an average utilization rate for
bottleneck and desired utilization rates for all other work centers. Processing time
variation is also considered in this study because processing time variation is unavoidable
in many practical situations under any given manufacturing control system. This
processing time variation may impact the product cost calculation in the different
management accounting alternatives through machining cost center value. Figure 14
shows the schematic simulation model setup for the production shop floor and other
manufacturing activities. Table 3.12 shows the processing time and distribution
considered for each work station in this study.
3.13 Number of Replications
Simulation replication will be used to capture the variation of performance or
response variable means. The number of replications can be estimated from the given
formula by Pritsker [80] based on 90% confidence interval of sample means.
2
1,2/
=
−
g
St
I
xI
α
Where
I – number of independent replications
t
α/2,I-1
– Student’s t value with I-1 degrees of freedom
S
x
–sample standard deviations of response variable.
g-half-width of confidence interval for sample mean.

63
Figure 14 Schematic diagram of simulation model

64
Table 3.12 Process time and distribution used for various work stations
Work
center(Resource)
Capacity Product R Product S Product T Product U
WC 1 (Process) 1 NORM(10,1) NORM(4,0.5) NORM(5,0.5) NORM(3,0.5)
WC 2 1 NORM(3,0.5) NORM(5,0.5) NORM(4,0.5) NORM(7,0.5)
WC 3 1 NORM(5,0.5) NORM(2,0.5) NORM(5,0.5) NORM(5,0.5)
WC 4 1 NORM(0,0) NORM(10,1) NORM(8,0.7) NORM(3,0.5)
WC 5 1 NORM(3,0.5) NORM(3,0.5) NORM(15,1.2) NORM(4,0.5)
WC 6 1 NORM(2,0.5) NORM(0,0) NORM(3,0.5) NORM(8,0.7)
WC 7 1 NORM(10,1) NORM(2,0.5) NORM(5,0.5) NORM(3,0.5)
WC 8 (Inspection) 1 NORM(2,0.5) NORM(2,0.5) NORM(2,0.5) NORM(2,0.5)
WC 9 (Packing) 1 NORM(2,0.5) NORM(2,0.5) NORM(2,0.5) NORM(2,0.5)
WC 10 (FG Handling) 1 NORM(2,0.5) NORM(2,0.5) NORM(2,0.5) NORM(2,0.5)
65
The g value can be specified in relative terms of σ
x
, that is, let g = v σ
x
for v>0. In this
case, we can compute without the knowledge of σ
x
[80]. This study is also desired to
have 90% confidence interval that µx is within (x
i
-0.8σ
x
, x
i
+0.8σ
x
). This equation
requires approximate 6 replications to provide this level of statistical confidence.
3.14 Validation of Simulation Models
Verification is determining that a simulation computer program perform as
intended [61]. Computer simulation program output is verified with numerical calculation
and checked for validity. Further, the model run with very slow speed and carefully
tracked the flow of entities during the simulation run mode. This study also applies
several verification techniques proposed to ensure the simulation program performs as
intended. Many researchers stated that animation is a powerful tool to check the validity
of the program.
Validation determines whether the conceptual simulation model is an accurate
representation of the system under study [61]. The advantages of using the simulation
program is to capture the real variance in the manufacturing environment, it will be
possible by more replications with same input data under a given mean processing time
and standard deviation. The construct validity is achieved through reviewing literature to
ensure that the treatment effect being measured is caused by the experimental factors.
Further, statistical conclusion validity determines whether sample size is large enough to
detect a treatment effect, and whether a desired alpha level is obtained. Based on these
discussions, we can check the simulation program that it runs like a real manufacturing
environment and captures all the variations exists.
66
Chapter IV
Results
The results of the experiment are summarized, and detailed analyses are presented
in this chapter. The discussion of results is based on data generated by simulation model
using Rockwell Simulation Software (ARENA). Details of how the simulation was set up
are discussed in Chapter III. The first section of this chapter presents the raw data from
simulation output for various management accounting systems. These data were then
tested to check the statistical significance. ARENA 5.0 simulation model, JMP and MS
Excel are the computer application softwares used to analyze the data. The second section
discuses the performance measures of different accounting system. Mathematical means
of the different performance measures are checked and ranked by the Univariate Analysis
of Variance (ANOVA) and Tukey HSD test.
4.1 Presentation of Raw Data and Statistics
First, the product costs were determined using the simulation model run based on
individual product processing time under a given lean manufacturing setup environment.
Each management accounting requires different data to calculate product cost. For
example standard absorption accounting needs machine processing time for each product
in order to allocate the overhead cost. This costing allocates overhead based on labor
hour or machine hour. In this case, our manufacturing environment is highly automated
and requires less man hour to run the machines. Table 4.1 shows the net income for a
given traditional standard costing product mix under different experimental condition. In
this case, machine hour based overhead allocation is more suitable compare to labor
hours. On the other hand, assembly related plants require high labor hour to assemble the
parts in each station and it may be allocated based on labor hour usage. Based on the
product cost data, the product mix for each management accounting alternatives were
calculated using linear programming model which was constructed in LINGO software.

67
Table 4.1 Traditional standard costing
Lot Size (Qty)
Changeover
(Hrs)
Material
Handling time
(mins)
Traditional Costing
(Profit)
10 109481.62
0.5
20 105620.7
10 92361.71
1
20 89974.51
10 85778.13
30
1.5
20 82523.55
10 106842.42
0.5
20 103422.95
10 101828.99
1
20 100301.75
10 92361.71
40
1.5
20 89974.51
10
94579.73
0.5
20 94174.18
10 94295.8
1
20 92727.38
10
92212.62
50
1.5
20 91198.65
10 95650.66
0.5
20 94523.53
10 90190.65
1
20 88716.5
10 86151.18
60
1.5
20 84193.41

68
This optimal product mix was used to schedule the products to produce in the simulation
model shop floor which runs under lean manufacturing principles. The total net income
for each accounting is shown in the following table with other experimental factors.
4.2 Standard Absorption Costing
The performance measure is calculated based on the simulation output under each
manufacturing setup which runs based on traditional standard costing. The series of
different experiment setup shows considerable variation in the performance in total net
income when it changes lot size, changeover and material handling. These independent
factors play a major role in determining the lead time of any product which is
manufactured in this focused factory environment. Focused factory arrangement has been
widely accepted in modern manufacturing environment to effectively implement the
ideas of just-in-time (JIT), small lot sizes, continuous improvement, and to enhance the
total quality. Greater variety in product-line offers and smaller customer orders became a
norm in many manufacturing environments coupled with the need to speed delivery to
the marketplace by drastically reducing lead times. The net income collected in this study
represented monthly income under different experimental settings. There is a significant
difference in the net income for any particular lot size with various change-over time.
From the table 4.2, one can observe that the net income increases when changeover time
decreases. The above statement is true for all the management accounting alternatives.
Table 4.2 Hypothesis results for standard costing
Hypothesis Approx. F p-value
Ho: Lot Size = 0 358.3579 <.0001
Ho: Change Over = 0 1284.175 <.0001
Ho: Material Handling = 0 94.3029 <.0001
Ho: Lot Size * Change Over = 0 176.4305 <.0001
Ho: Lot Size * Mat Handl. = 0 5.6818 0.0346
Ho: Change Over * Mat Handl = 0 0.0834 0.9211

69
In summary, statistical tests have been conducted to check the impact of input
variables on output performance measure. These tests found that all the input factors lot
size, changeover and material handling do significantly affect the performance of net
income. As shown in table, all main effects, two-way interactions expect changeover and
material handling were significant under this manufacturing environment. Further Tukey-
Kramer HSD test was conducted to check if there is any significant difference between
each group of 4 levels of lot size and 3 levels of changeover time. Even though
simulation output looks different across the 4 levels of lot size, the performance measure
does not show a statistical significance of mean net income between 4 levels of lot size at
alpha 0.05. On the other hand, changeover time has a major impact on performance
measurement and it shows statistical significance across the different groups. This
indicates that lot size has lesser impact on performance measure compared to changeover
time for a given traditional product mix under a capacity constrained manufacturing
facility. The figure 15 indicates the effect of individual factors on performance measure
of total net income.
Profit
110431
82523.6
109342.5
±1088.5
Lot Size
30
40
50
60
Changeov er
0.5
1
1.5
Mat handl
10
20
Prediction Profiler
Figure 15 Profile graph for traditional standard costing
70
It can be seen that net income increases when the lot size approaches minimum but the
magnitude of increase differs with lot size. For example, increase in net income is much
higher when the lot size increases from 40 to 50 than when lot size increases from 50 to
60. This is consistent with earlier findings in literature. Hug [49] compared the functional
layout and cellular layout for various lot size levels and concluded that lot size greater
than 60 in cellular manufacturing environments does not show a significant impact on
performance improvement compare to functional layout. This indicates that greater lot
size products could be more suitable in functional layout. The changeover time also has
major impact on total income. But material handling time has very less impact on total
performance. In lean culture, all the three factors are considered as non value added and
should be minimized through continuous improvement activities.
4.3 Activity-Based Costing
The table 4.3 shows the total net income for various experimental setups which
runs based on activity based cost product mix. The output performance measure follows a
trend similar to traditional management accounting but it is more sensitive to change in
input variable. As discussed in chapter III, unlike traditional accounting as well as value
stream costing, activity based costing calculates the product cost based on the activity
level and resource consumption rate. It does not aggregate and allocate the overhead costs
to products. It traces the cost from activity level to resource consumption level. Thus this
costing assigns the real overhead cost and it replicates near accurate product cost for
individual products. The different overhead cost allocation methods have been discussed
in chapter III. Further it shows the comparison table of overhead allocation for mass
production and lean production environment.
The statistical tests have been conducted to check the impact of input variables
and the values are shown in table 4.4. The figure 16 predicts the profile behavior of
activity-based costing product-mix products. The above table shows that main factors
and some second order factors has major impact on output performance under

71
Table 4.3 Activity-based costing
Lot Size (Qty)
Changeover
(Hrs)
Material
Handling time
(mins)
ABC Costing (Profit)
10 122,861.86
0.5
20 119,959.46
10 111,539.09
1
20 108,638.72
10 94,635.48
30
1.5
20 92753.84
10 108667.25
0.5
20 106339.01
10 100,701.39
1
20 97806.53
10 96372.2
40
1.5
20 94448.6
10 101943.4
0.5
20 99672.4
10 95670.65
1
20 94670.31
10 86072.53
50
1.5
20 85193.17
10 98646.96
0.5
20 96954.5
10 96047.48
1
20 95052.32
10 91411.33
60
1.5
20 90297.43

72
Table 4.4 Hypothesis results for activity-based costing
Hypothesis Approx. F p-value
Ho: Lot Size = 0 2023.157 <.0001
Ho: Change Over = 0 4162.509 <.0001
Ho: Material Handling = 0 190.2255 <.0001
Ho: Lot Size * Change Over = 0 358.1846 <.0001
Ho: Lot Size * Mat Handl = 0 3.857 0.075
Ho: Change Over * Mat Handl = 0 4.5587 0.0625
Profit
123568
85193.2
122818. 7
±749.24
Lot Size
30
40
50
60
Changeov er
0.5
1
1.5
Mat handl
10
20
Prediction Profiler
Figure 16 Profile graph for activity-based costing
73
a given experimental setup which runs based on activity based cost product mix. The
effect of mean net income across various lot sizes is also statistically significant and the p
value is less than 0.0001. Further, the above statement supports our earlier conclusion
about the sensitivity and flexibility of changes for any given input variable. In addition,
this cost model provides detailed view of cost information to support different types of
decisions.
The profile graph indicates the effect of individual factors on performance
measure of total net income. The activity based costing total profit gradually increases
when the lot size decreases and as well as for different levels of changeover times. But
this is not true for standard traditional costing and value stream costing. The effect of
material handling on net income is very low. The principle behind activity based costing
relies on the assumption of labor and overhead costs are relevant to resource allocation
decisions. Under ABC, an activity's resources are disaggregated into either flexible or
committed cost [26] [26]. Flexible cost represents the cost of resources acquired as
demanded, while committed cost represents the cost of resources contracted for in
advance of usage. Under ABC, an activity's flexible and committed or total costs are
divided by its practical capacity to develop a cost driver rate that measures the cost of an
activity's service. Under this procedure, an activity's committed cost is transformed into a
flexible cost to reflect the cost of an activity's services. Using the quantity of an activity's
service or activity cost driver consumed in a product's production, ABC traces the cost of
an activity's resources to the products it is used to produce. As noted by Kaplan and
Cooper [25], ABC reflects a long-term perspective of cost behavior. The benefits of
operational ABC model are applicable to a wide range of production-related decisions. A
product's activity-based cost, based on its flexible cost and bottleneck utilization,
measures the incremental and opportunity costs of producing a product needed for short-
run pricing, special order, and outsourcing decisions. A product's opportunity cost is the
profit given up from using a unit of the bottleneck to manufacture the product relative to
the profit that could be earned from producing the firm's most profitable product.

74
4.4 Value Stream Costing (Lean Accounting)
The table 4.6 shows the simulation output of total net income for a given
experimental setup which runs based on value stream cost product mix. Value stream
cost aggregates all the overhead cost, direct cost as well as indirect cost and assigns it to
the whole value stream. All the costs are considered as direct cost and assigned to one
group of products or product family. This value stream costing does not have the concept
of allocating a portion of indirect, fixed costs as period costs. This period cost will be
considered as period expenses which will be deducted from the overall company profit of
that period. The overhead cost tracing is fairly simple when all the costs are considered as
direct. Even though simulation output of value stream costing performance measure
shows higher value for many experiments compared to other two management
accounting principles, similar statistical tests have been conducted to check the impact of
input variable.
Table 4.5 shows that main factors and interaction between lot size and changeover
has considerable impact on output performance measure. The analysis of results shows
that mean net income across the lot size does not have significant difference. This reflects
the behavior of traditional standard costing. Because value stream costing does not trace
overhead costs to individual products and this principle
Table 4.5 Hypothesis results for value stream costing
Hypothesis Approx. F p-value
Ho: Lot Size = 0 88.812 <.0001
Ho: Change Over = 0 1279.04 <.0001
Ho: Material Handling = 0 48.0039 0.0004
Ho: Lot Size * Change Over = 0 60.69 <.0001
Ho: Lot Size * Mat Handl = 0 1.4007 0.331
Ho: Change Over * Mat Handl = 0 0.1607 0.8551

75
Table 4.6 Lean accounting (value stream costing)
Lot Size (Qty) Changeover (Hrs)
Material Handling
time (mins)
Value Stream
Costing
10 118910.75
0.5
20 115400.14
10 108732.17
1
20 105674.53
10 93781.64
30
1.5
20 90426.62
10 120334.59
0.5
20 118446.83
10 106907.93
1
20 103026.73
10 91988.53
40
1.5
20 90176.17
10 110114.46
0.5
20 108133.71
10 101605.67
1
20 100155.95
10 92150.59
50
1.5
20 88994.12
10 104992.81
0.5
20
103052.21
10
99131.11
1
20
98636.02
10
95926.81
60
1.5
20
94472.39

76
Profit
122296
88994.1
118780.7
±1750.3
Lot Size
30
40
50
60
Changeov er
0.5
1
1.5
Mat handl
10
20
Prediction Profiler
Figure 17 Profile graph for value stream costing
makes to aggregate the over head to total value stream or particular product family. This
value stream overhead is divided equally to all the products that belong to the product
family.
The figure 17 indicates the effect of individual factors on performance measure of
total net income for value stream costing. The total profit gradually increases when the
lot size decreases for three levels and as well as for different levels of changeover times.
But performance behavior changes when the lot size decrease from 40 to 30. Unlike the
other two management costings, value stream costing yields maximum net income for lot
size 40 with minimum change-over time. Traditional standard costing and activity based
costing achieves higher net income for minimum changeover and minimum lot size.
However, our main focus is to find out the overall higher net income for all the
experiment setup scenarios across different management accounting alternatives. The
effect of material handling on net income is very low and it follows a similar trend like
other management accountings.

77
4.5 Performance Comparison between Management Accountings
The total net income across traditional management accounting, activity based
costing and value stream costing have been compared to identify the suitable
management accounting for focused factory environment. An overall analysis of variance
(ANOVA) showed that the total net income across different accounting and two of the
three main effects has statistical significance on output performance. The following table
4.7 indicates the formulated null hypothesis and the results.
The resulting F and p value of this ANOVA test shows the impact of all the
factors across the different management accounting. The p value for hypothesis Ho:
MASi = 0 is less than 0.05. Therefore we can not accept the null hypothesis. It concludes
that the overall mean net income of each management accounting shows significant
difference. The interaction between lower lot sizes and changeover times of mean net
income across various management accounting shows a statistical difference. Table 4.8
shows the mean net income for different management accounting system across various
lot size and changeover. Figure 18 indicates the mean net income variation for different
lot sizes and figure 19 shows the net income variation across different changeover for
each management accounting system.
Table 4.7 Total net income across management accountings
Hypothesis Approx. F p-value
Ho: MASi = 0 8.9749 0.0043
Ho: Lot Size = 0 9.9955 <0.0001
Ho: Change Over = 0 52.625 <0.0001
Ho: Material Handling = 0 2.6178 0.1115
Ho: Lot Size * Change Over = 0 2.7389 0.0214

78
Table 4.8 Overall mean net incomes across different input factors
Input factors
Traditional
standard costing
Activity based
costing
Value stream
costing
Lot Size 30 94290.04 108398.07 105487.64
Lot Size 40 99122.05 100722.49 105146.79
Lot Size 50 93198.06 93870.4 100192.4
Lot Size 60 89904.32 94735 99368.55
Changeover 0.5 100536.97 106880.6 112423.18
Changeover 1.0 93799.66 100015.8 102983.7
Changeover 1.5 88049.2 91398.07 92239.6
Lot Size LS Means
80000
90000
100000
110000
120000
30
40
50
60
TA Prof it ABC Profit VSC Profit
Lot Size
Figure 18 Mean net income of management accounting across lot size
Figure 19 Mean net income of management accounting across changeover
Change over LS Means
80000
90000
100000
110000
120000
0.5
1
1.5
TA Prof it ABC Profit VSC Profit
Change ove r

79
Total Profit
80000
85000
90000
95000
100000
105000
110000
115000
120000
125000
A BC
Management Acccountings
All Pairs
Tukey -Kramer
0. 05
With Best
Hsu's MCB
0. 05
Onew ay Analysis of To tal Profit By Managem ent Acccountings
Figure 20 One way analysis of total profit by management accountings
The main factors across the different management accounting also make significant
difference when it changes from lower lot size to higher lot size or change over time
increases. The results discussed in total net profit are consistent across different
management accounting alternatives. This finds consistent with literature [85] suggesting
that short-term decisions should not conflict with long-term decisions.
The figure 20 compares the overall mean net income of each management
accounting graphically to check the statistical significance. All the analysis has been
conducted through (JMP) statistical analysis software which is widely used to evaluate
the statistics or relationship between any given data. All pairs Tukey-Kramer and Best
Hsu’s MCB has shown the significance at alpha 0.05. The table 4.9 shows the overall
mean output performance for each management accounting and rank classified based on
statistical tests and other cost ratios. The figure 21 shows graphically how the profile of
out put performance varies for different experimental variables.

80
Table 4.9 Comparison of overall mean and ranking
All Pairs Tukey-Kramer Mean
Management Accountings Mean Rank
Value Stream Costing 102548.85 A
Activity Based Costing 99431.5 B
Traditional Standard Costing 94128.62 C
Total
Profit
122862
82523.6
116973.4
±5487.1
Lot Size
30
40
50
60
Changeov er
0.5
1
1.5
Mat l
Handling
10
20
Pr ed iction Profile r
Figure 21 Profile graph for overall profit across all input variables
81
In addition, the following table shows rank for different management accounting
alternatives. This rank is assigned based on above the test results and benefit cost ratio of
each management accounting. Benefit cost ratio for value stream costing and standard
traditional costing is higher compared to benefit cost ratio of activity based costing.
This profile graph shows the average variation of overall net profit income for any
given lot size, changeover and material handling time. It clearly indicates that changeover
time contributes major variation compared to lot size and material handling. Changeover
time reduction is one of the main essential preconditions for a focused factory
environment influenced by lean manufacturing philosophy. Traditional mass production
environment is a function based layout, which operates on huge lot size with minimum
changeovers. The frequency of changeover from one product to another product is
comparably low and is of less significant in that environment. In contrast, for focused
factory environment lean manufacturing, small lot size with high variety of products is a
key principle. SMED is one of the lean tools available to reduce changeover time and this
tool has to be studied in detail in order to effectively increase the total net income of any
management accounting alternatives.
4.6 Pareto Chart of Overall Profit vs. Lot Size
The figure 22 indicates the average net income of all the management accounting
alternatives across the different lot sizes. Traditional standard costing and activity based
costing produces nearly same total net income for lot size 50 but this is not true for other
lot sizes. Value stream costing generates higher net income compared to other two
management accountings for all the lot sizes except lot size 30. Activity based costing out
performs in lot size 30 but the difference between value stream costing and activity based
costing net incomes are very low. The overall mean net income of traditional standard
costing is lower for lot size 30 compare to lot size 40. This implies it may be more

82
0
25000
50000
75000
100000
125000
Y
30 40 50 60
Lot Size
y
Y
Mean( TA Pr o f it)
Mean(ABC Prof it )
Mean(VSC Prof it )
Figure 22 Pareto chart for lot size
suitable for higher lot sizes. The potential short comes of traditional standard costing over
the modern management costing has been discussed in chapter I and II.
4.7 Pareto Chart of Overall Profit vs. Changeover
This figure 23 shows the mean net income for various management accounting
alternatives under a given changeover time. When the changeover time is large,
difference in net income for all the management accounting is comparably low. On the
other hand, when the changeover time is less, difference in net income across the various
accounting system is high. Further this graph implies that for a mass production
environment, the different management accounting may not show the significant
difference in performance measurement because the changeover frequency is less. But in
lean environment, the frequency of changeover is higher and it leads to appropriate
selection of management accounting in order to maximize the total net income. In
addition, management accounting plays a major role by providing adequate information
to select appropriate business decisions. This product cost based performance

83
0
25000
50000
75000
100000
125000
150000
Y
0.5 1 1.5
Change ov er
Y
Mean( TA Pr of i t)
Mean( ABC Prof it )
Mean( VSC Prof it )
Figure 23 Pareto chart for changeover
measurement is widely used to direct and measure continuous improvement activities,
mass customization, supply chain and other lean thinking initiatives. By comparing all
the management accountings, value stream costing provides a bridge between operational
views and financial views of lean. This communication vehicle is called
box score. It
presents the key operations and financial results, together with information on how the
value stream resources are used. This will enhance and transfers the information from
shop floor level to management level.
4.8 Management Accounting Strategy during Transition from Traditional to VSC
The natural evaluation of lean movement is toward streamlining and simplicity,
and that accounting systems can and should become simple and even elegant. In addition
to financial performance measure, non-financial performance measure plays a major role
in today’s competitive lean manufacturing environment. Lean manufacturing focuses to
reduce the cycle time or lead time of any given product in the manufacturing facility.
Therefore we need to integrate the non-financial measures with financial measures to
capture the true benefits of lean manufacturing. This will be possible only through tracing
overhead costs of products based of cycle time. This value stream costing insists to
dedicate individual resources to each value stream or focused factory setup. In practical
84
this may not possible during the transition period. Further it does not have any guidelines
to share the resources among value streams. The following implementation steps will
overcome the drawbacks and enhance the existing value stream costing.
Performance measurement report needs to be based on value stream not by
departments. This step assumes that the company already changed from
traditional report to lean performance report.
During the transition period, it is very difficult to allocate dedicated resources for
each value stream. Therefore trace the shared resources across different value
streams.
Reduce the shared resources through continuous improvement or kaizen activities.
Allocate the fixed direct cost to different value stream based on cycle time.
The shared resource cost should be assigned based on cycle time of the value
stream and this will lead to replicate the real overhead cost of the value stream.
Total value stream overhead can be assigned to individual products based on
product flow efficiency. Even though, all the products belong to one product
family, cycle time between products will vary and mainly it depends on line
balance of the products. This will help better understanding of individual
contribution margin of products.
Cycle time based overhead tracing will enhance the product mix decision for a
constrained resource manufacturing environment (value stream).
Identify the bottleneck operation inside the value stream and trace peace maker
resource usage between individual products.
Redesign the box score based on operational and financial performance
measurement reports.
This cycle time based tracing of overhead makes more reasonable and predicts the
right business decisions which eventually drives the market share and future
prosperous of the company.
85
Traditional overhead allocation
Traditional standard costing assigns overhead based on machine processing time
of the product and it gives less attention to work in process inventory.
Activity based costing traces overhead cost based on each activity required and
resource consumption rate. Even though this costing replicates the real product
cost, it holds very complicatedly process and other reasons of implementation
failures have been listed in literature review.
86
Chapter V
Conclusion
The purpose of this study was to evaluate the impact of management accounting
alternatives on performance measures in lean manufacturing environment. In the
preceding chapters, the problem statement was discussed, the literature was reviewed, the
research methodology was described and simulation results were discussed. This chapter
begins with research findings and recommendations and then limitations of this study.
Finally, the future research directions are also discussed.
5.1 Summary of Research
This study analyzes the overhead cost distribution for three different accounting
systems to calculate the product cost of individual parts that will lead to drive many
business decisions like pricing, optimal product mix, make/buy decision and capacity
investment analyzes. This product cost is used to identify the performance measure of
accounting system in lean manufacturing environment. For that, this study uses
simulation model to mimic the actual production shop floor to calculate the production
quantity of every week or month based on the product mix supplied by different
management accounting. The manufacturing environment was characterized by high
overhead, low labor content. The effect of management accounting alternatives, lean
production principles, performance measures (total net income) were examined through
the impact of product mix decisions on generating maximum profitability. All the three
management accounting system calculates product cost using different principle. The
major portion of the product cost is overhead. This overhead allocation has to be linked
with lean production principles. Any continuous improvement activity should lead to
affect the overhead cost and eventually it changes the product cost. This overhead
allocation in a focused factory environment which runs in one product family of products
should be based on whole value stream overhead cost. One of the important Lean
Principle is flow, how fast the product can move from initial work station to final work
87
station. This flow includes not only machine process time but also all other value added
activities performed to make final product. Further this study implies that portion of
overhead cost can be allocated based on the cycle time of the product in the value stream.
So, many lean principle implementations will lead to reduction of cycle time and it will
eventually impact the product cost reduction. Moreover lean principle identifies waste in
terms of lead time, focuses on 100% on-time delivery and high inventory turns. Through
continuous improvement, we can reduce the total cycle time of the given product and this
will lead to quick customer response, more flexibility and additional capacity creation to
introduce new products in the assigned focus factory. The overhead cost is traced or
assigned based on individual value stream of the product supports and sustain lean
activities in the shop floor. In addition, reduction in cycle time creates more revenue
which will reflect in the financial statements also. Value stream costing includes this non
financial measure as one of the performance measure to show the lean improvements. On
the other hand, standard absorption costing includes only financial measures to make any
business decision and many situations this can’t lead good business decisions.
This research identified that there is a significant difference between using
Activity based costing and traditional costing to determine the product costs that were
used to make product mix decisions when overall profitability as performance measure in
the simulated shop. The other performance measures are not considered because the
whole system drives based on pull system. Therefore work in process inventory is
considered to be low at any given time and it is not be used as one of the performance
measure to check the significant difference between various management accounting
alternatives. When overall performance is considered, value stream costing led to higher
profit and better benefit-cost ratio of understanding the system. Although activity based
costing performs nearly close to value stream costing in mean net income, but the benefit
cost ratio for value stream is higher than activity based costing. The results of this study
suggest that short-term decision making across different accounting has significant
impact when management accounting changes. As suggested by other literature, short-
term controllable and non-controllable costs considered to determine product costs. As
88
discussed in previous chapters, traditional costing takes some uncontrollable cost into
consideration in determining product costs, and ABC costing takes all controllable and
uncontrollable costs into consideration to determine product costs. Value stream costing
follows the ABC method and it assigns all the cost to particular value stream to determine
the product cost in the product family. The results of this research indicate that
management accounting alternatives that considered controllable and uncontrollable costs
resulted in decisions that led to better system performance. In addition, this study
suggests that major portion of the overhead should be traced based on value stream of the
product family to determine the product costs to capture the continuous improvement
activities of the manufacturing environment which leads to sustain the system. A
management accounting alternative that can properly represent all the manufacturing
processes and activities will result in decisions that lead to better performance in the short
term as well as in the long term. The management accounting should mimic the
manufacturing process is one of the main implication from this study. The purpose of
management accounting should provide adequate and relevant information to support
business decisions.
5.2 Comparison to Previous Studies
In addition to the findings and results discussed in chapter 4, this research is
noteworthy because it is the only management accounting alternative compares lean
accounting (value stream costing) with other costing methods in the lean manufacturing
environment to measure the overall performance of the system. Previous studies have not
tested value stream costing, which allocates overhead cost based on value stream under a
resource constraint environment to make product mix decision in a focused factory.
Further, this research also incorporates small lot size and flexible changeover time to
predict the practical shop floor characteristics. Many research studies have neglected
these factors while comparing different accounting systems. The previous studies have
analyzed the impact of different product structure and time horizon for when the
management accounting system changes.
89
The results of this research also support Shank’s argument [85] that short-term
and long-term decision making should be consistent with each other. Bakke and Hellburg
[9] reported that the effect of management accounting alternatives on product mix and
profit is highly dependent on manufacturing environment. This study further breaks her
statement into different steps, the product cost drives the product mix and this leads to
measure the accounting performance. So, the product cost consists of raw material, direct
labor and overhead. Raw material and direct labor is constant in any management
accounting alternative and the only variable is overhead. This overhead is studied in
detail and identified a suitable method to trace the major portion of overheads to different
products. In addition, the results of this research support conclusions of] Shank [85] that
short-term controllable costs and uncontrollable costs should be considered together to
make better decisions. Shank [85] even suggested that ABC costing should be used to
make short-term decisions as well as long-term decisions.
5.3 Limitations/Scope of Current Study and Future Research
The limitations of this study are already discussed in chapter I under scope and
anticipated results. So, this study identifies many future research directions in order to
make the results more generalizable. Although it provides number of interesting results, it
can be tested under wide variety of products with different product routing. However, the
use of simulation modeling makes it possible predict the behavior of different variable
and it provides insight and directions of future research for stochastic demand and
seasonal demands. As mentioned earlier, only a limited variety of variables taken into
consideration while assigning overhead cost to different products based on management
accounting principles in order to avoid more complications. This can be further extended
for specific industrial applications. For example it can be tested for different product
complexity and structure for different bill of materials. This overall experiment results
are more suitable for high overhead content with low direct labor. Different industries
may have different cost structures or centers to capture the real overhead cost that may
have different impact on performance measures and selection of management accounting
90
alternatives. For example this study can be extended to service industries. Further the
experiments should be conducted for a wide variety of manufacturing environments like
throughput and mass production. Many industries may not implement lean manufacturing
principles and focused factory arrangements, so the research has to be conducted on other
manufacturing environments. In addition, this may be tested with other management
accounting principles like direct costing and throughput costing to measure the
performance of manufacturing environments. The overhead cost tracing may be tested
with other non-financial performance measures like inventory turns or include these
measures while decision making on product mix, new product introduction to existing
product family which runs in one value stream setup.
91
REFERENCES
92
References
1. Ahlstrom, Par and Christer Karlsson, 1996. Change processes towards lean
production – The role of the management accounting system. International Journal of
Operations & Production Management
, Vol.16.
2. Ahmad, Azmi Bin 2000. Performance measurement in manufacturing and its relation
to a successful JIT implementation, dissertation, University of Memphis.
3. Al-Mubarak, F., Canel, C., Khumawala, B.M., 2003: A simulation study of focused
cellular manufacturing as an alternative batch-processing layout. International
Journal of Production Economics
, Vol.83, p 123-138.
4. Amasaka, Kakuro 2002: New JIT: A new management technology principle at
Toyota. International Journal of Production Economics, Vol.80, p 135-144.
5. Arbos, Lluis Cuatrecasas 2002: Design of a rapid response and high efficiency
service by lean production principles: Methodology and evaluation of variability of
performance. International Journal of Production Economics, Vol.80, p 169-183.
6. Armstrong, P., 2002: The costs of activity-based management. Accounting,
Organizations and Society
, Vol.27, p 99-120.
7. Assad, A.A., Kramer, S.B., Kaku, B.K., 2003: Comparing functional and cellular
layouts: a simulation study based on standardization. International journal of
Production Research
, Vol.41, p 1639-1663.
8. Baggaley, Bruce and Maskell, Brian 2003. Value stream management for lean
companies part II.
Journal of Cost Management. Vol. 17, Number 3, p24-30.
9. Bakke, Nils Arne and Hellberg, Roland. 1991. Relevance lost? A critical discussion
of different cost accounting principles in connection with decision making for both
short and long term production scheduling, International journal of production
Economics.
Vol. 24, p1-18.
10. Baykoc, Omer Faruk and Erol, Serpil 1998. Simulation modeling analysis of a JIT
production system.
International Journal of Production Economics, Vol.55, n 2, p
203-212.
11. Boons, Arnick N.A.M. 1998: Product costing for complex manufacturing systems,
International Journal of Production Economics Vol.55, p 241-255.
93
12. Bentley, T. 1993. Activity-based computing. Management Accounting (UK)(Dec) p
32.
13. Bhimani, Al 1994: Modern cost management: putting the organization before the
technique. International Journal of Production Economics Vol.36, p 29-37.
14. Boyd, Lynn H., and Cox F., James, 2002. Optimal decision making using cost
accounting information. International Journal for Production Research. Vol.40,
No.8.
15. Brimson, J., 1991. Activity Accounting: An Activity-Based Costing Approach.
Wiley, New York.
16. Bruggeman, W. and Slagmulder, R. 1995. Empirical study of capital budgeting
practices for strategic investments and CIM technologies. International Journal of
Production Economics
. Vol.40, n 2-3, p121.
17. Bullinger, Hans-Jorg., Kuhner, Michael and Hoof, Antonius Van 2002: Analyzing
supply chain performance using balanced measurement method. International
Journal of Production Research.
Vol.40, p 3533-3543.
18. Campi, J.P., 1992. ABM: It’s not as easy as ABC. Journal of Cost Management,
Vol.6, p 5-12.
19. Carroll .J, Brian, 2002. Lean Performance ERP Project Management: Implementing
the Virtual Supply Chain. CRC press, Portland.
20. Chalos, Peter; Zuckerman, Gilroy J. 1993. Managing cost in today’s manufacturing
environment.
Engineering Economist, Vol.38, n 4, p 351.
21. Choe, Jong-min. 2004. The relationships among management accounting information,
organizational learning and production performance. Journal of Strategic Information
Systems
. Vol.13 p 61-85.
22. Clarke, P. 1994. Activity based cost Management.
Accountancy Ireland (Oct) p16-17.
23. Cokins, Gary 1996. Activity-Based cost management: A manager’s guide to
implementing and sustaining as effective ABC system. Irwin, Chicago.
24. Cooper, R., 1988. The rise of activity-based costing –part one: what is an activity-
based costing system? Journal of Cost Management, summer, p45-54.
94
25. Cooper, R. and Kaplan, R., 1988a. How cost accounting distorts product costs.
Management Accounting, April, 21.
26. Cooper, R. and Kaplan, R., 1988b. The promise and peril of integrated cost systems.
Harvard Business Review, July-Aug, p109-119.
27. Corbett, Thomas. 1998. Throughput Accounting
28. Crawford, Karlene .M and Cox, James .F 1990. Designing performance measurement
system for just-in-time operations, International Journal of Production
Research
.Vol.28, p 2025-2036.
29. Crowley, D.J., Bard, J.F., Jensen, P.A., 1995: Using flow ratio analysis and discrete
event simulation to design a medium volume production facility.
Computers
Industrial Engineering
, Vol.28, p 379-397.
30. Dhavale, Dileep 1995. Justifying manufacturing cells. Manufacturing Engineering,
Vol.115, n 6, p4.
31. Durden, Hassel and Upton, 1999. Cost accounting and performance measurement in a
just-in-time production environment. Asia Pacific Journal of Management. Vol.16.
32. Flamholtz, Eric G. 1984. Markovian model for the valuation of human assets
acquired by an organizational purchase. University of California, Cent for Human
Resource management.
Vol.14, n 6, p 11-15.
33. Fredendall, Lawrence D., 2001. Basics of supply chain management. The St. Lucie,
New York.
34. Fry,T.D., Steele, D.C., and Saladin, B.A., 1998. The use of management accounting
systems in manufacturing.
International Journal of Production Research. Vol.36,
No.2, p503-525.
35. Fry, T.D. and Philipoom, P.R.1992. Capacity-based order review/release strategies to
improve manufacturing performance.
International Journal of Production Research,
Vol.30, n 11, p 2559-2572.
36. Glad, Ernest and Becker, Hugh 1996. Activity Based Costing and Management.
Wiley, New York.
37. Goldratt, E. 1990. What is this thing called theory of constraints and how should it be
implemented? North River Press, Croton-on-Hudson, NY.
95
38. Gunasekaran, A., Sarhadi, M., 1998: Implementation of activity-based costing in
manufacturing. International Journal of Production Economics, Vol.56, p 231-242.
39. Gupta, M., Galloway, K., 2003: Activity-based costing/management and its
implications for operations management. Technovation, Vol.23, p 131-138.
40. Hansen, Don R., and Mowen, Maryanne M. 2002. Cost Management: Accounting
and Control. South-Western College/West.
41. Harris, Ellen 1990. Impact of JIT production on product costing information systems.
Production and Inventory Management Journal, Vol.31, n 1, p 44-48.
42. Hendricks, James A, 1994. Performance for a JIT manufacturer: the role of IE,
Industrial Engineering, p 26-29.
43. Holbrook, William 1985. Accounting changes required for Just-In-Time production.
Annual International Conference Proceedings-American Production and Inventory
Control Society
, p 747-749.
44. Holmen, J. 1995. ABC vs. TOC: It's a matter of time activity-based costing and the
theory of constraints can work together, Management Accounting, Vol.76 p37-40.
45. Hornhren, C., Foster, G., 1991. Cost Accounting: A Managerial Emphasis, 7
th
edition.
Prentice-Hall, Englewood Cliffs, NJ.
46. Hsu, T.C., Chung, S.H., 1998: Production Planning and Control, the TOC-based
algorithm for solving product mix problems. Vol.9, p 36-46.
47. Huang, Chun-Che and Kusiak, Andrew 1998. Manufacturing control with a push-pull
approach.
International Journal of Production Research, Vol.36, n 1, p 251-275.
48. Huang, S.H., Dismukes, J.P., 2003: Manufacturing productivity improvement using
effectiveness metrics and simulation analysis. International Journal of Production
Research
, Vol.41, p 513-527.
49. Hug, F., Hensier, D.A., Zubair M. Mohamed, Z.M., 2001: A simulation analysis of
factors influencing the flow time and through-put performance of functional and
cellular layouts. Integrated Manufacturing Systems, Vol.12, n 4, p 285-295.
50. Jack Byrd, Jack and Jr., L.Ted Moore 1978: The application of a product mix linear
programming model in corporate policy making.
Management Science, Vol.24, p
1342-1350.
96
51. Johnson, H., 1991. Activity-based management: Past, present, and future. The
Engineering Economist
36 (3), p 219-238.
52. Kaplan, R., 1991. New systems for measurement and control.
The Engineering
Economist
, Vol. 36(3), p 210-218.
53. Kaplan, R. 1992. In defense of activity-based cost management: ABC models can
play many different roles to support a company’s operational improvement and
customer satisfaction programs, Management Accounting, Vol.74, n 5, p 58-63.
54. Katayama, Hiroshi and Bennett, David 1999. Agility, adoptability and leanness: A
comparison of concepts and s study of practice. International Journal of Production
Economics
Vol. 60, p 43-51.
55. Kee, Robert; Schmidt, Charles; 2000: A comparative analysis of utilizing activity-
based costing and the theory of constraints for making product-mix decisions.
International Journal of Production Economics, Vol.63, p 1-17.
56. Kennedy, T., Affleck-Graves, J., 2001. The impact of Activity-based costing
techniques on firm performance. Journal of Management Accounting Research,
Vol.13, p 1-27.
57. Kim, J.S., Benton, W.C., 1995: Lot size dependent lead times in a Q,R inventory
system. International Journal of Production Research, Vol.33, p 41-58.
58. Kim, S.C., Bobrowski, P.M., 1997: Scheduling jobs with uncertain setup times and
sequence dependency. International Journal of Management Science, Vol.25, p 437-
447.
59. Koltai, T., Lozano, S., Guerrero, F., Onieva, L., 2000: A flexible costing system for
flexible manufacturing systems using activity based costing.
International Journal of
Production Research
, Vol.38, p 1615-1630.
60. Krajewski, L.J., King, B.E., Ritzman, L.P., and Wong, D.S., 1987. Kanban, MRP,
and shaping the manufacturing environment. Management Science, Vol.33, n 1, p 39-
57.
61. Law, A.M., and McComas, M.G., 1991. Secrets of successful simulation studies.
Winter Simulation Conference Proceedings, p 21-27.
97
62. Lea, Bih-Ru and Fredendall .D, Lawrence, 2002. The impact of management
accounting, product structure, product-mix algorithm, and planning horizon on
manufacturing performance.
International Journal of Production Economics, Vol. 79,
p279-299.
63. Lea, Bih-Ru, Min, H., 2003: Selection of management accounting systems in just-in-
time and theory of constraints-based manufacturing.
International Journal of
Production Research,
Vol.41, p 2879-2910.
64. Li, Jing-wen 2003: Simulation-based comparison of push and pull systems in a job-
shop environment considering the context of JIT implementation. International
Journal of Production Research
, Vol.41, p 427-447.
65. Low, J. 1992. Do we really need product costs? The theory of constraints alternative,
Corporate Controller, Vol. 5, p 26-36.
66. MacArthur, J. 1993. Theory of constraints and activity-based costing: Friends or
foes? Journal of Cost Management, Vol.7, p50-56.
67. Maskell, Brian 1986. Integration –key to control and productivity. Manufacturing
systems,
Vol.4, n 3, p 52-56.
68. Maskell, Brian H. 1991. Performance Measurement for World class Manufacturing.
69. Maskell, Brian H. 2000. Lean accounting for lean manufacturers. Manufacturing
Engineering,
Vol.125, p46-53.
70. Maskell, Brian H., Baggaley, Bruce 2003. Practical Lean Accounting: A Proven
System for Measuring and Managing the Lean Enterprise, Productivity Press Inc,
71. McNair, C.J., 1998. Meeting the Technology Challenge: Cost Accounting in a JIT
Environment. NAA, NJ.
72. Monden, Yasuhiro 2002: The relationship between mini profit-center and JIT system.
International Journal of Production Economics, Vol. 80, p 145-154.
73. Moore, L. Ted, Creese, R.C. 1990: Manufacturing cost estimation.
Cost Engineering-
Accounting & Tax Periodicals.
Vol.32, p 17.
74. Morrow, M., and Connolly, T., 1991. The emergence of activity-based budgeting.
Management Accounting, UK, Feb, p 38-41.
98
75. Needy, K.L., Nachtmann, H., Roztocki, N., Colosimo Warner, R. and Bidanda, B.
2003. Implementing activity-based costing systems in small manufacturing firms: A
field study.
EMJ-Engineering Management Journal, Vol.15, n 1, p 3-10.
76. O’Guin, M., 1991. The Complete Guide to Activity-Based Costing. Prentice-Hall,
Englewood Cliffs, NJ.
77. Ozbayrak.M, Akgun.M and Turker.AK, 2003. Activity-based cost estimation in a
push/pull advanced manufacturing system.
International Journal of Production
Economics
. Vol: 87, p49-65.
78. Paranko, J., 1996: Cost of free capacity.
International Journal of Production
Economics,
Vol.46, p 469-476.
79. Persson, J.F., 2002: The impact of different levels of detail in manufacturing systems
simulation models. Robotics and Computer Integrated Manufacturing, Vol 18. p 319-
325.
80. Pritsker, A. Alan B. 1986. Model evolution: A rotary index table case history. Winter
Simulation Conference Proceedings
, p 703-707.
81. Rasmussen, R.R., Savory, P.A., Williams, R.E., 1999: Integrating simulation with
activity-based management to evaluate manufacturing cell part sequencing.
Computers and Industrial Engineering, Vol.37, p 757-768.
82. Raz, T., Elnathan, D., 1999: Activity based costing for projects. International Journal
of Project Management
, Vol.17, p 61-67.
83. Ruyter, A.S.D., Cardew-Hall, M.J., Hodgson, P.D., 2002: Estimating quality costs in
an automotive stamping plant through the use of simulation.
International Journal of
Production Research
, Vol.40, p 3835-3848.
84. Schroer, B.J., 2004: Simulation as a tool in understanding the concepts of lean
manufacturing.
Simulation, Vol.80, p 171-175.
85. Shank, J.K., and Govindarajan, V., 1993. Strategic Cost Management: The New Tool
for Competitive Advantage. New York, NY: The Free Press.
86. Sheu, C., Chen, M.H., Kovar, S., 2003: Integrating ABC and TOC for better
manufacturing decision making. Integrated Manufacturing Systems, Vol.14, p 433-
441.
99
87. Sinzig, Werner 1994: Relative identifiable cost/contribution accounting: Basic
principles and methods of implementation. International Journal of Production
Economics
, Vol.36, p 65-73.
88. Sobek, Durward K., Liker, Jeffrey K. and Ward, Allen C. 1998. Another look at how
Toyota integrates product development. IEEE
Engineering Management Review,
Vol.26, n 4, p 69-77.
89. Son, Young .K 1991: A cost estimation model for advanced manufacturing systems,
International Journal of Production Research. Vol.29, p 441-452.
90. Spoede, Charlene W. 1996. Accounting and the theory of constraints.
Annual
International Conference Proceedings-American Production and Inventory Control
Society,
p 45-50.
91. Sridharan, V. and LaForge, R.Lawrence 1994. Model to estimate service levels when
a portion of the master production schedule is frozen. Computers & Operations
Research,
Vol.21, n 5, p 477-486.
92. Taylor III, L.J., 1999: A simulation study of WIP inventory drive systems and their
effect on financial measurements. Integrated Manufacturing Systems, Vol.10, p 306-
315.
93. Theeuwes, J.A.M., Adriaansen, J.K.M., 1994: Towards an integrated accounting
framework for manufacturing improvement. International Journal of Production
Economics,
Vol.36, p 85-96.
94. Tornberg, K., Jamsen, M., Paranko, J., 2002: Activity-based costing and process
modeling for cost-conscious product design: A case study in a manufacturing
company.
International Journal of Production Economics, Vol.79, p 75-82.
95. Waeytens, D., Bruggeman, W., 1994: Barriers to successful implementation of ABC
for continuous improvement: A case study.
International Journal of Production
Economics,
Vol.36, p 39-52.
96. Walley, P., Blenkinsop, S., Duberley, J., 1994: The adoption and non-adoption of
modern accounting practices: A study of 20 manufacturing firms. International
Journal of Production Economics,
Vol. 36, p 19-27.
100
97. Ward, T., and Patel, K., 1990. ABC-A framework for improving shareholder value.
Management Accounting, UK, july, p34-36.
98. Wenner, D., and Le Ber, R., 1989. Managing for shareholder value from top to
bottom. Harvard Business Review, Vol.67, p52-66.
99. Womack, James P. and Jones, Daniel T. 1996. From lean production to lean
enterprise. IEEE Engineering Management Review, Vol.24, n 4, p 38-46.
100. Womack, James P. and Jones, Daniel T. 1996. Beyond Toyota: How to root out
waste and pursue perfection.
Harvard Business Review, Vol.74, n 5, p140.
101. Woodlock, Peter 2000. Aggregation and ABC systems,
Journal of Cost
management
, Vol. 14, No.3.
101
VITA
Karuppuchamy Ramasamy was born in Chennai, India on April 15 1978. He graduated
from M.S.P.S.M – High School in 1995. He received his Bachelor of Engineering degree
with a major in “Mechanical Engineering” from Bharathiyar University, India in 1999.
He worked 3 years as “Design and Development Engineer” in Genau Extrusions Ltd.,
India. Then, he obtained his Master of Science degree with major in Industrial
Engineering from University of Tennessee, Knoxville in August 2005.
